
ГОСТ 14782-86
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Контроль неразрушающий
СОЕДИНЕНИЯ СВАРНЫЕ
Методы ультразвуковые
Nondestructive testing. Welded joints. Ultrasonic methods
МКС 25.160.40
ОКСТУ 0072
Дата введения 1988-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного комитета СССР по стандартам от 17 декабря 1986 г. N 3926
3. ВЗАМЕН ГОСТ 14782-76, ГОСТ 22368-77
4. В стандарте учтены требования СТ СЭВ 2857-81 и Рекомендации СЭВ РС 5246-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
Приложение 1 |
|
1.3 |
|
5.1 |
|
5.3 |
|
5.4 |
|
5.1 |
|
5.1 |
|
1.4.2, 1.4.4, приложение 4 |
|
2.2 |
|
1.4.2, 1.4.4, приложение 4 |
|
1.4.1 |
|
ГОСТ 18576-85 |
1.5, 2.9.1, 2.9.2, приложение 2 |
Приложение 1 |
|
1.4 |
|
2.9.3 |
|
1.3 |
6. ПЕРЕИЗДАНИЕ. Май 2005 г.
1. Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой и стыковой сваркой оплавлением в сварных конструкциях из металлов и сплавов для выявления трещин, непроваров, пор, неметаллических и металлических включений.
Стандарт не устанавливает методы ультразвукового контроля наплавки.
Необходимость проведения ультразвукового контроля, объем контроля и размеры недопустимых дефектов устанавливаются в стандартах или технических условиях на продукцию.
Пояснения терминов, использованных в настоящем стандарте, приведены в приложении 1.
1. СРЕДСТВА КОНТРОЛЯ
1.1. При контроле должны быть использованы:
ультразвуковой импульсной дефектоскоп (далее - дефектоскоп) не ниже второй группы с преобразователями пьезоэлектрическими;
стандартные образцы для настройки дефектоскопа;
вспомогательные приспособления и устройства для соблюдения параметров сканирования и измерения характеристик выявленных дефектов.
Дефектоскопы и стандартные образцы, используемые для контроля, должны быть аттестованы и поверены в установленном порядке.
Допускается использовать дефектоскоп с электромагнитоакустическими преобразователями.
1.2. Для контроля следует использовать дефектоскопы, укомплектованные прямыми и наклонными преобразователями, имеющие аттенюатор, позволяющие определять координаты расположения отражающей поверхности.
Значение ступени ослабления аттенюатора должно быть не более 1 дБ.
Допускается применять дефектоскопы с аттенюатором, значение ступени ослабления которого составляет 2 дБ, дефектоскопы без аттенюатора с системой автоматического измерения амплитуды сигнала.
1.3. Пьезоэлектрические преобразователи на частоту более 0,16 МГц - по ГОСТ 26266.
Допускается применение нестандартизованных преобразователей по ГОСТ 8.326*.
________________
* На территории Российской Федерации действуют ПР 50.2.009-94**.
** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Административный регламент по предоставлению Федеральным агентством по техническому регулированию и метрологии государственной услуги по утверждению типа стандартных образцов или типа средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.3.1. Пьезоэлектрические преобразователи выбирают с учетом:
формы и размеров электроакустического преобразователя;
материала призмы и скорости распространения продольной ультразвуковой волны при температуре (20±5)°С;
среднего пути ультразвука в призме.
1.3.2. Частота ультразвуковых колебаний, излучаемых наклонными преобразователями, не должна отличаться от номинального значения более чем на 10% в диапазоне св. 1,25 МГц, более чем на 20% в диапазоне до 1,25 МГц.
1.3.3. Положение метки, соответствующей точке выхода луча, не должно отличаться от действительного более чем на ±1 мм.
1.3.4. Рабочая поверхность преобразователя при контроле сварных соединений изделий цилиндрической или другой криволинейной формы должна соответствовать требованиям технической документации на контроль, утвержденной в установленном порядке.
1.4. Стандартные образцы СО-1 (черт.1), СО-2 (черт.2) и СО-3 (черт.4) следует применять для измерения и проверки основных параметров аппаратуры и контроля при эхо-импульсном методе и совмещенной схеме включения пьезоэлектрического преобразователя с плоской рабочей поверхностью на частоту 1,25 МГц и более при условии, что ширина преобразователя не превышает 20 мм. В остальных случаях для проверки основных параметров аппаратуры и контроля должны использоваться стандартные образцы отрасли (предприятия).
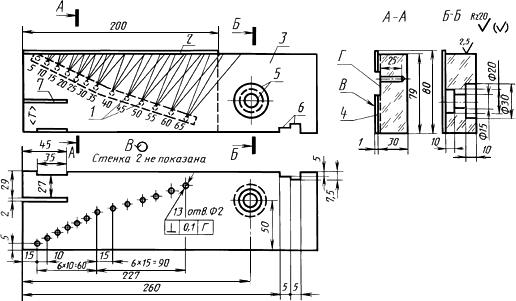
Черт.1
1 - отверстия для определения условной чувствительности; 2 - стенка; 3 - основание; 4 - прокладка, защищающая отверстия 1 от загрязнения; 5 - отверстия для определения разрешающей способности; 6 - пазы для определения разрешающей способности; 7 - паз для определения погрешности глубиномера;  - время, измеренное до целых значений микросекунд
- время, измеренное до целых значений микросекунд
Примечания:
1. Предельные отклонения линейных размеров образца - не ниже 14-го квалитета по ГОСТ 25346.
2. Предельные отклонения диаметра отверстий в стандартном образце должны быть не ниже 14-го квалитета по ГОСТ 25346.
1.4.1. Стандартный образец СО-1 (см. черт.1) применяют для определения условной чувствительности, проверки разрешающей способности и погрешности глубиномера дефектоскопа.
Образец СО-1 должен быть изготовлен из органического стекла марки ТОСП по ГОСТ 17622. Скорость распространения продольной ультразвуковой волны на частоте (2,5±0,2) МГц при температуре (20±5) °С должна быть равна (2670±133) м/с. Измеренное с погрешностью не хуже 0,5% значение скорости должно быть указано в паспорте на образец.
Амплитуда третьего донного импульса по толщине образца на частоте (2,5±0,2) МГц и температуре (20±5) °С не должна отличаться более чем на ±2 дБ от амплитуды третьего донного импульса в соответствующем исходном образце, аттестованном органами государственной метрологической службы. Коэффициент затухания продольной ультразвуковой волны в исходном образце должен находиться в пределах от 0,026 до 0,034 мм .
.
Допускается применять образцы из органического стекла по черт.1, в которых амплитуда третьего донного импульса по толщине образца отличается от амплитуды соответствующего импульса в исходном образце более чем на ±2 дБ. При этом, а также при отсутствии исходного образца к аттестуемому образцу должен прилагаться аттестат-график по приложению 2 или таблица поправок, учитывающих разброс коэффициента затухания и влияние температуры.
1.4.2. Стандартный образец СО-2 (см. черт.2) применяют для определения условной чувствительности, мертвой зоны, погрешности глубиномера, угла  ввода луча, ширины основного лепестка диаграммы направленности, импульсного коэффициента преобразования при контроле соединений из малоуглеродистой и низколегированной сталей, а также для определения предельной чувствительности.
ввода луча, ширины основного лепестка диаграммы направленности, импульсного коэффициента преобразования при контроле соединений из малоуглеродистой и низколегированной сталей, а также для определения предельной чувствительности.
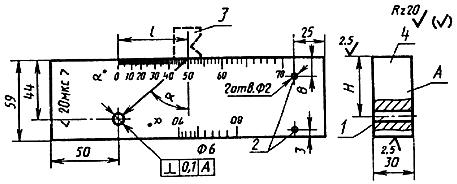
1 - отверстие для определения угла ввода луча, ширины основного лепестка диаграммы направленности, условной и предельной чувствительности; 2 - отверстие для проверки мертвой зоны; 3 - преобразователь; 4 - блок из стали марки 20 или стали марки 3
Черт.2
Образец СО-2 должен быть изготовлен из стали марки 20 по ГОСТ 1050 или стали марки 3 по ГОСТ 14637. Скорость распространения продольной волны в образце при температуре (20±5) °С должна быть равна (5900±59) м/с. Измеренное с погрешностью не хуже 0,5% значение скорости должно быть указано в паспорте на образец.
При контроле соединений из металлов, отличающихся по акустическим характеристикам от малоуглеродистой и низколегированной сталей, для определения угла ввода луча, ширины основного лепестка диаграммы направленности, мертвой зоны, а также предельной чувствительности должен применяться стандартный образец СО-2А (черт.3).
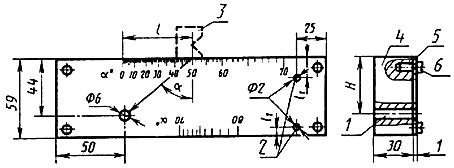
1 - отверстие для определения угла ввода луча, ширины основного лепестка диаграммы направленности, условной и предельной чувствительности; 2 - отверстие для проверки мертвой зоны; 3 - преобразователь; 4 - блок из контролируемого металла; 5 - шкала; 6 - винт
Черт.3
Требования к материалу образца, числу отверстий 2 и расстояниям  , определяющим центр отверстий 2 в образце СО-2А, должны быть указаны в технической документации на контроль.
, определяющим центр отверстий 2 в образце СО-2А, должны быть указаны в технической документации на контроль.
Шкалы значений угла ввода луча стандартных образцов СО-2 и СО-2А градуируют в соответствии с уравнением
 ,
,
где  - глубина расположения центра отверстия 1.
- глубина расположения центра отверстия 1.
Нуль шкалы должен совпадать с осью, проходящей через центр отверстия диаметром (6+0,3) мм перпендикулярно к рабочим поверхностям образца, с точностью ±0,1 мм.
1.4.3. Время распространения ультразвуковых колебаний в прямом и обратном направлениях, указанное на стандартных образцах СО-1 и СО-2, должно быть (20±1) мкс.
1.4.4. Стандартный образец СО-3 (см. черт.4) следует применять для определения точки выхода 0 ультразвукового луча, стрелы  преобразователя.
преобразователя.
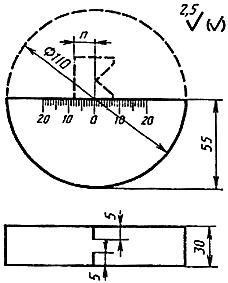
Черт.4
Допускается применять стандартный образец СО-3 для определения времени распространения ультразвуковых колебаний в призме преобразователя по приложению 3.
Стандартный образец СО-3 изготавливают из стали марки 20 по ГОСТ 1050 или стали марки 3 по ГОСТ 14637. Скорость распространения продольной волны в образце при температуре (20±5) °С должна быть (5900±59) м/с. Измеренное с погрешностью не хуже 0,5% значение скорости должно быть указано в паспорте на образец.
На боковых и рабочей поверхностях образца должны быть выгравированы риски, проходящие через центр полуокружности и по оси рабочей поверхности. В обе стороны от рисок на боковые поверхности наносят шкалы. Нуль шкалы должен совпадать с центром образца с точностью ±0,1 мм.
При контроле соединений из металла, скорость распространения поперечной волны в котором меньше скорости распространения поперечной волны из стали марки 20 и, при использовании преобразователя с углом падения волны, близким ко второму критическому углу в стали марки 20, для определения точки выхода и стрелы преобразователя следует применять стандартный образец предприятия СО-3А, изготовленный из контролируемого металла по черт.4.
Требования к металлу образца СО-3А должны быть указаны в технической документации на контроль, утвержденной в установленном порядке.
1.5. Допускается для определения условной чувствительности, погрешности глубиномера, местоположения точки выхода и угла ввода, ширины основного лепестка диаграммы направленности применять образец СО-2Р по ГОСТ 18576* или композицию образцов СО-2 и СО-2Р с введением дополнительных отверстий диаметром 6 мм.
________________
* С 1 января 2002 г. введен в действие ГОСТ 18576-96 (здесь и далее).
1.6. В дефектоскопе для механизированного контроля должны быть предусмотрены устройства, обеспечивающие систематическую проверку параметров, определяющих работоспособность аппаратуры. Перечень параметров и порядок их проверки должны быть указаны в технической документации на контроль, утвержденной в установленном порядке.
Допускается применять для проверки условной чувствительности стандартные образцы или СО-1, или СО-2, или стандартные образцы предприятия, указанные в технической документации на контроль, утвержденной в установленном порядке.
1.7. Допускается применять аппаратуру без вспомогательных приспособлений и устройств для соблюдения параметров сканирования при перемещении преобразователя вручную и для измерения характеристик выявленных дефектов.