
3.1. При контроле сварных соединений следует применять эхо-импульсный, теневой (зеркально-теневой) или эхо-теневой методы.
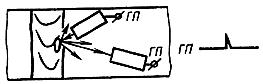
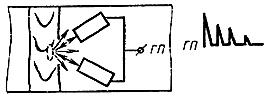
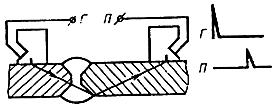
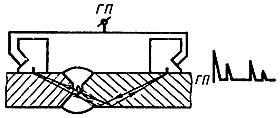
При эхо-импульсном методе применяют совмещенную (черт.9), раздельную (черт.10 и 11) и раздельно-совмещенную (черт.12 и 13) схемы включения преобразователей.
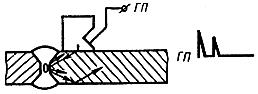
Черт.9
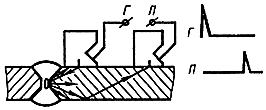
Черт.10
Черт.11
Черт.12
Черт.13
При теневом методе применяют раздельную (черт.14) схему включения преобразователей.
Черт.14
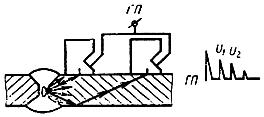
При эхо-теневом методе применяют раздельно-совмещенную (черт.15) схему включения преобразователей.
Черт.15
Примечание. На черт.9-15;  - вывод к генератору ультразвуковых колебаний;
- вывод к генератору ультразвуковых колебаний;  - вывод к приемнику.
- вывод к приемнику.
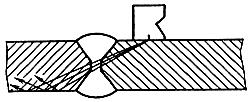
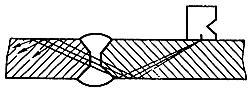
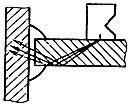
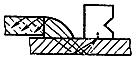
3.2. Стыковые сварные соединения следует прозвучивать по схемам, приведенным на черт.16-19, тавровые соединения - по схемам, приведенным на черт.20-22, и нахлесточные соединения - по схемам, приведенным на черт.23 и 24.
Черт.16
Черт.17

Черт.18

Черт.19
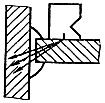
Черт.20
Черт.21
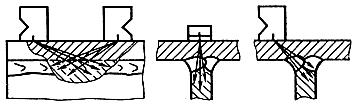
Черт.22
Черт.23
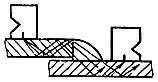
Черт.24
Допускается применять другие схемы, приведенные в технической документации на контроль, утвержденной в установленном порядке.
3.3. Акустический контакт пьезоэлектрического преобразователя с контролируемым металлом следует создавать контактным или иммерсионным (щелевым) способами ввода ультразвуковых колебаний.
3.4. При поиске дефектов чувствительность (условная или предельная) должна превышать заданную на величину, устанавливаемую в технической документации на контроль, утвержденной в установленном порядке.
3.5. Прозвучивание сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянном или изменяющемся угле ввода луча. Способ сканирования должен быть установлен в технической документации на контроль, утвержденной в установленном порядке.
3.6. Шаги сканирования (продольного  или поперечного
или поперечного  ) определяют с учетом заданного превышения чувствительности поиска над чувствительностью оценки, диаграммы направленности преобразователя и толщины контролируемого сварного соединения. Методика определения максимальных шагов сканирования
) определяют с учетом заданного превышения чувствительности поиска над чувствительностью оценки, диаграммы направленности преобразователя и толщины контролируемого сварного соединения. Методика определения максимальных шагов сканирования  и
и  приведена в приложении 7. За номинальное значение шага сканирования при ручном контроле, которое должно соблюдаться в процессе контроля, следует принимать значения:
приведена в приложении 7. За номинальное значение шага сканирования при ручном контроле, которое должно соблюдаться в процессе контроля, следует принимать значения:
 .
.
3.7. Метод, основные параметры, схемы включения преобразователей, способ ввода ультразвуковых колебаний, схема прозвучивания, а также рекомендации по разделению ложных сигналов и сигналов от дефектов должны быть указаны в технической документации на контроль, утвержденной в установленном порядке.