4.1. Магнитопорошковый метод контроля включает технологические операции:
- подготовку к контролю;
- намагничивание объекта контроля;
- нанесение дефектоскопического материала на объект контроля;
- осмотр контролируемой поверхности и регистрацию индикаторных рисунков дефектов;
- оценку результатов контроля;
- размагничивание.
4.2. При магнитопорошковом методе контроля применяют:
- способ остаточной намагниченности (СОН);
- способ приложенного поля (СПП).
4.2.1. При контроле СОН объект контроля предварительно намагничивают, а затем, после снятия намагничивающего поля, на его поверхность наносят дефектоскопический материал. Промежуток времени между указанными выше операциями должен быть не более часа. Осмотр контролируемой поверхности проводят после стекания основной массы суспензии.
СОН применяют при контроле объектов из магнитотвердых материалов с коэрцитивной силой  10 А/см, с остаточной индукцией 0,5 Тл и более.
10 А/см, с остаточной индукцией 0,5 Тл и более.
4.2.2. При контроле СПП операции намагничивания объекта контроля и нанесения суспензии выполняют одновременно. При этом индикаторные рисунки выявляемых дефектов образуются в процессе намагничивания. Намагничивание прекращают после стекания с контролируемой поверхности основной массы суспензии. Осмотр контролируемой поверхности проводят после прекращения намагничивания.
Для уменьшения нагрева объекта контроля рекомендуется применять прерывистый режим намагничивания, при котором ток по намагничивающему устройству пропускают в течение 0,1-3 с с перерывами до 5 с.
4.2.3. Способ контроля выбирают в зависимости от магнитных свойств материалов объекта и требуемой чувствительности контроля в соответствии с приложением 2.
4.3. Подготовка к контролю должна включать:
- подготовку объекта к операциям контроля;
- проверку работоспособности дефектоскопов;
- проверку качества дефектоскопических материалов.
4.3.1. При подготовке объема с контролируемой поверхности необходимо удалить продукты коррозии, остатки окалины, масляные загрязнения, а при необходимости - следы лакокрасочных покрытий.
4.3.2. При контроле объектов с темной поверхностью при помощи черного магнитного порошка на контролируемую поверхность следует наносить покрытие, обеспечивающее необходимый контраст, толщиной до 20 мкм.
4.3.3. Проверку работоспособности дефектоскопов и качества дефектоскопических материалов проводят при помощи стандартных образцов предприятий, специально изготовленных или отобранных из числа забракованных изделий с дефектами, размеры которых соответствуют принятому уровню чувствительности.
Методика изготовления образцов приведена в приложении 3.
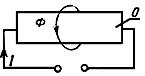
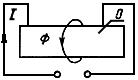
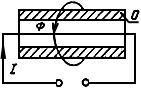
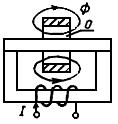
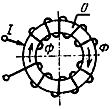
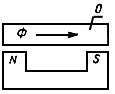
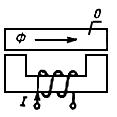
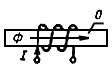
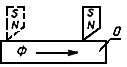
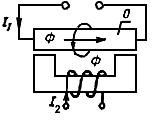
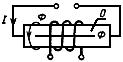
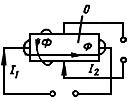
4.4. При магнитопорошковом контроле применяют намагничивание: циркулярное; продольное (полюсное); комбинированное; во вращающемся магнитном поле.
Виды, способы и схемы намагничивания приведены в табл.2.
Таблица 2
Вид намагничивания |
Способ намагничивания |
Схема намагничивания |
Циркулярное |
Пропусканием тока по всему объекту |
|
Пропусканием тока по части объекта |
|
|
Пропусканием тока по проводнику, помещенному в сквозное отверстие в объекте |
|
|
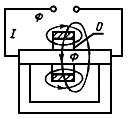
Путем индуцирования тока в объекте |
|
|
Пропусканием тока по тороидальной обмотке |
|
|
Продольное (полюсное) |
При помощи постоянного магнита |
|
При помощи электромагнита |
|
|
При помощи соленоида |
|
|
Перемещением постоянного магнита по объекту |
|
|
Комбинированное |
Пропусканием тока по объекту и при помощи электромагнита |
|
Пропусканием тока по объекту и при помощи соленоида |
|
|
Пропусканием по объекту двух токов во взаимно перпендикулярных направлениях |
|
|
Индуцированием тока в объекте и пропусканием тока по проводнику, помещенному в сквозное отверстие в объекте |
|
|
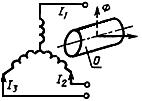
Во вращающемся магнитном поле |
При помощи соленоида вращающегося магнитного поля |
|
Примечание. Обозначения:  - объект контроля;
- объект контроля;  - магнитный поток;
- магнитный поток;  - электрический ток.
- электрический ток.
4.4.1. Вид и способ намагничивания выбирают в зависимости от размеров и формы объекта, материала и толщины покрытия, а также от характера и ориентации дефектов, подлежащих выявлению. При этом наилучшее условие выявления дефектов - перпендикулярное направление намагничивающего поля по отношению к направлению ожидаемых дефектов.
При необходимости выявления дефектов различной ориентации применяют намагничивание в двух или трех взаимно перпендикулярных направлениях, комбинированное намагничивание, а также намагничивание во вращающемся магнитном поле.
4.4.2. Напряженность магнитного поля на контролируемом участке поверхности объекта выбирают в зависимости от требуемой чувствительности контроля в соответствии с приложением 4.
Значения напряженности магнитного поля на поверхности объекта контроля определяют при помощи измерителей напряженности магнитного поля или катушек поля.
4.4.3. При контроле объектов с большим размагничивающим фактором, имеющих отношение длины к эквивалентному диаметру менее 5, следует:
- составлять контролируемые изделия в цепочку, размещая их друг к другу торцевыми поверхностями;
- применять удлинительные наконечники;
- применять переменный намагничивающий ток.
4.4.4. При намагничивании объектов применяют следующие виды электрического тока: постоянный, переменный однофазный и трехфазный, выпрямленный однополупериодный и двухполупериодный, импульсный.
4.4.5. При циркулярном намагничивании объектов, имеющих поперечное сечение простой формы, а также крупногабаритных объектов значение тока определяют в зависимости от требуемой напряженности магнитного поля на контролируемой поверхности, формы и размеров сечения объекта контроля по формулам, приведенным в приложении 5.
4.4.6. Комбинированное намагничивание применяют при контроле СПП.
При комбинированном намагничивании двумя токами одного вида: переменным синусоидальным или выпрямленным однополупериодным и двухполупериодным, их фазы должны быть сдвинуты относительно друг друга.
4.4.7. Намагничивание во вращающемся магнитном поле применяют при контроле СОН объектов сложной формы, а также объектов с большим размагничивающим фактором, с ограниченной контактной площадью или с нетокопроводящими гальваническими покрытиями.
4.5. Для нанесения магнитного порошка на поверхность объекта применяют способы:
- магнитной суспензии;
- сухого магнитного порошка;
- магнитогуммированной пасты.
4.5.1. Магнитную суспензию наносят на контролируемую поверхность путем полива или погружения объекта в ванну с суспензией, а также аэрозольным способом.
4.5.2. Сухой магнитный порошок наносят на контролируемую поверхность при помощи различных распылителей, погружением объекта в емкость с порошком, а также способом воздушной взвеси.
Способ воздушной взвеси применяют при выявлении подповерхностных дефектов, а также дефектов под слоем немагнитного покрытия толщиной от 100 до 200 мкм.
4.5.3. Магнитогуммированную пасту готовят непосредственно перед применением и наносят на контролируемую поверхность в жидком виде.
Способ магнитогуммированной пасты применяют при контроле внутренних стенок полостей диаметром менее 20 мм при отношении глубины к диаметру 1:10.
4.6. Осмотр контролируемой поверхности и регистрацию индикаторных рисунков выявляемых дефектов проводят визуально или с применением автоматизированных систем обработки изображений.
4.6.1. При визуальном осмотре могут быть использованы различные оптические устройства (лупы, микроскопы, эндоскопы).
Выбираемое увеличение оптического устройства зависит от шероховатости поверхности детали, типа обнаруживаемых дефектов, условий контроля и т.п.
4.6.2. Освещенность контролируемой поверхности при использовании магнитных порошков естественной окраски, а также цветных магнитных порошков должна быть не менее 1000 лк. При этом следует применять комбинированное освещение (общее и местное).
4.6.3. При использовании люминесцентных магнитных порошков осмотр контролируемой поверхности следует проводить при ультрафиолетовом облучении источником с длиной волны 315-400 нм. При этом УФ-облученность контролируемой поверхности должна быть не менее 2000 мкВт/см (200 отн. ед. по ГОСТ 18442).
(200 отн. ед. по ГОСТ 18442).
4.7. Участок магнитопорошкового контроля должен быть снабжен дефектограммами с видами индикаторных рисунков характерных дефектов, а также стандартным образцом. Стандартный образец должен иметь паспорт и дефектограмму.
4.8. Детали, признанные годными по результатам магнитопорошкового метода контроля, должны быть, при необходимости, размагничены.
Способы размагничивания и проверки степени размагничивания, а также допустимую норму остаточной намагниченности каждого изделия устанавливают в отраслевой нормативно-технической документации на контроль изделий.
4.9. Результаты контроля записывают в журналах, протоколах или перфокартах. Вид и объем записи устанавливают в отраслевой нормативно-технической документации на контроль изделий.