ГОСТ 11533-75
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
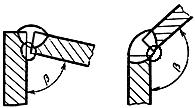
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы и размеры
Automatic and semiautomatic submerged arc welding.
Acute and blunt weld joints.
Main types, design elements and dimensions
Дата введения 1977-01-01
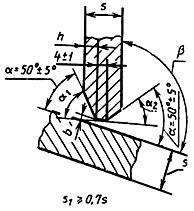
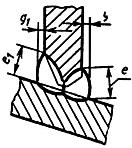
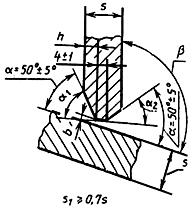
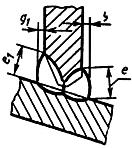
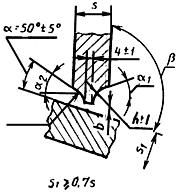
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. N 3880
Проверен в 1991 г. Постановлением Госстандарта от 16.05.91 N 695 снято ограничение срока
ВЗАМЕН ГОСТ 11533-65
ПЕРЕИЗДАНИЕ (июнь 1993 г.) с Изменением N 1, утвержденным в мае 1991 г, (ИУС 8-91)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
2. В стандарте приняты следующие обозначения способов сварки:
А - автоматическая дуговая сварка под флюсом;
Ac - автоматическая дуговая сварка под флюсом на стальной подкладке;
Апш - автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва;
П - полуавтоматическая дуговая сварка под флюсом;
Пс - полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
Ппш - полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
Тип соеди- нения |
Форма подготов- ленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Обозна- чение способа сварки |
Толщина свари- ваемых деталей, мм |
Угол соеди- нения дета- лей |
Услов- ное обозна- чение сварного соеди- нения |
Угловое |
Без скоса кромок |
Односторонний на съемной или стальной остающейся подкладке |
|
Ас; Пс |
2-12 |
179-91 135-91 |
У1 |
Двусторонний |
А; П |
2-20 |
179-136 |
||||
|
Апш; Ппш |
2-5 |
179-136 89-45 135-91 |
У2 |
|||
Угловое |
Со скосом |
Односторонний на съемной или стальной подкладке |
|
Ас; Пс |
8-30 |
179-136 |
УЗ |
Двусторонний |
А; П |
14-20 |
179-136 |
||||
|
|
Апш; Ппш |
8-30 |
179-136 89-45 |
У4 |
|||
С двумя скосами одной кромки |
Двусторонний |
А; П |
20-30 20-40 |
179-165 89-75 |
У5 |
||
Угловое |
|
Ппш; Апш |
20-30 20-40 |
179-165 89-75 |
|||
С двумя скосами одной кромки и одним скосом другой кромки |
Двусторонний |
|
А; П; Апш; Ппш |
20-60 |
179-136 |
У6 |
|
Тавровое |
Без скоса кромок |
Односторонний |
|
А; П |
3-40 |
91-175 |
Т1 |
Двусторонний |
|
Апш; Ппш |
3-40 |
91-135 |
Т2 |
||
Тавровое |
Со скосом |
Односторонний |
|
А; П |
3-40 |
89-45; 91-135 |
Т3 |
Двусторонний |
|
А; П |
3-40 |
89-45; 91-135 |
Т4 |
||
Тавровое |
Со скосом |
Односторонний |
|
А; П |
8-42 |
91-134 |
Т5 |
Двусторонний |
|
Апш; Ппш |
8-42 |
91-134 |
Т6 |
||
Тавровое |
С двумя скосами одной кромки |
Двусторонний |
|
А; П; |
16-40 |
91-100; 89-80 |
Т7 |
С двумя несимметричными скосами одной кромки |
Двусторонний |
|
А; П; |
16-40 |
79-70; 101-110 |
Т8 |
|
Тавровое |
С двумя криволинейными скосами одной кромки |
Двусторонний |
|
А; П |
30-60 |
89-75; 91-105 |
Т9 |
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-23.
Примечание. При применении специальных способов автоматической сварки под флюсом допускается изменение размера е по сравнению с указанным в табл.2-23.
Таблица 2
Размеры, мм
Конструктивные элементы |
е, не более |
|
|
||||||||||
Услов- ное обозна- чение свар- ного соеди- нения |
Подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
s |
|
|
m, |
||||||
179-160 |
159-136 |
135-91 |
Номин. |
Пред. |
Номин. |
Пред. |
|||||||
|
|
|
От 2 до 3 |
12 |
14 |
8 |
0,5 |
+1,0 |
||||||
Св. 3 до 4 |
17 |
19 |
1,5 |
±1,0 |
|||||||||
Св. 4 до 6 |
2s+3 |
10 |
2,0 |
±1,0 |
|||||||||
У1 |
Ас; Пс |
Св. 6 до 8 |
21 |
23 |
|||||||||
Св. 8 до 10 |
26 |
28 |
15 |
2,0 |
|||||||||
Св. 10 до 12 |
28 |
30 |
180- |
3,0 |
|||||||||
Св. 12 до 16 |
1,8s |
+1,0 |
|||||||||||
Св. 16 до 20 |
- |
1,4s |
20 |
4,0 |
±1,5 |
2,5 |
-1,5 |
||||||
Св. 20 до 24 |
1,2s |
||||||||||||
Св. 24 до 30 |
1,15s |
||||||||||||
Таблица 3
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|||||||||
Условное обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обоз- начение способа сварки |
s |
|
|
Номин. |
Пред. |
Номин. |
Пред. |
||||
179-170 |
169-160 |
159-136 |
169-160 |
159-136 |
||||||||||
|
|
|
От 2 до 3 |
10 |
+0,5 |
1,5 |
±1,0 |
||||||||
Св. 3 до 4 |
12 |
7 |
6 |
+1,0 |
||||||||||
У2 |
А; П |
Св. 4 до 5 |
14 |
2,0 |
||||||||||
Св. 5 до 6 |
19 |
0,4s±12 |
9 |
8 |
180- |
0 |
+0,8 |
±1,5 |
||||||
Св. 6 до 9 |
|
+1,0 |
||||||||||||
Св. 9 до 14 |
23 |
|
14 |
12 |
2,5 |
+1,5 |
||||||||
Св. 14 до 20 |
26 |
18 |
16 |
|||||||||||
Таблица 4
Размеры, мм
Конструктивные элементы |
е, не более |
|
|
b |
|
|||||||||||||
Условное обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
s |
|
Номин. |
Пред. |
Номин. |
Пред. откл. |
|||||||||
179-136 |
135-120 |
119-91 |
89-61 |
60-45 |
179-136 |
135-91 |
89-45 |
Св. 90 |
До 90 |
|||||||||
|
|
|
От 2 до 3 |
10 |
s+5 |
0,5 |
±0,5 |
1,5 |
±1,0 |
||||||||||
Св. 3 до 4 |
12 |
- |
- |
|||||||||||||||
У2 |
Апш; Ппш |
Св. 4 до 5 |
14 |
s+7 |
1,1s+5 |
|
|
1,0 |
2,0 |
+1,0 |
||||||||
Св; 5 до 9 |
4 |
180- |
90- |
±1,0 |
||||||||||||||
Св. 9 до 14 |
|
s+8 |
1,1s+4 |
1,8s+3 |
5 |
2,0 |
2,5 |
+1,0 |
||||||||||
Св. 14 до 30 |
s+10 |
|||||||||||||||||
Таблица 5
Размеры, мм
Конструктивные элементы |
|
|
|
|||||||||
Условное обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
179-136 |
||||||||||||
|
|
|
От 8 до 10 |
1,8s+4 |
1,5 |
±1,0 |
|||||||
Св. 10 до 14 |
1,8s+6 |
3 |
13 |
2 |
±1,0 |
2,0 |
+1,0 |
|||||
УЗ |
Ас; Пс |
Св. 14 до 16 |
1,5s+5 |
|
4 |
15 |
3 |
|||||
Св. 16 до 20 |
1,5s |
4 |
+1,0 |
|||||||||
Св. 20 до 24 |
s+6 |
6 |
20 |
5 |
±1,5 |
2,5 |
||||||
Св. 24 до 30 |
s+4 |
+1,5 |
||||||||||
Таблица 6
Размеры, мм
Конструктивные элементы |
|
|
|
|||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
179-136 |
||||||||||
|
|
|
От. 14 до 16 |
s+3 |
2,0 |
+1,0 |
|||||
Св. 16 до 18 |
s+6 |
|||||||||
У4 |
А; П |
Св. 18 до 20 |
|
0 |
+1 |
|
|
|||
Св. 20 до 22 |
s+4 |
|||||||||
Св. 22 до 24 |
||||||||||
Таблица 7
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
||||||||||
Услов- ное обозна- чение свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
s |
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
179-136 |
89-45 |
Св. 90 |
До 90 |
Св. 90 |
До 90 |
||||||||||
|
|
|
От. 8 до 10 |
1,5s+3 |
4 |
|||||||||||
У4 |
Апш; Ппш |
Св. 10 до 14 |
5 |
2,0 |
+1,0 -1,5 |
||||||||||
Св. 14 до 16 |
1,2s+3 |
1,5s+3 |
9±2 |
6 |
|
|
2 |
±2 |
2,5 |
+1,0 |
|||||
|
|
|
Св. 16 до 20 |
1,2s |
1,5s+2 |
|||||||||||
Св. 20 до 24 |
s |
- |
- |
||||||||||||
Св. 24 до 30 |
|||||||||||||||
Таблица 8
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|
|
|
|
|||||||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обоз- начение способа сварки |
s |
h |
не более |
град |
|||||||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||||||
179-175 |
89-85 |
174-170 |
84-80 |
169-165 |
79-75 |
174-170 |
84-80 |
169-165 |
79-75 |
Св.90 |
До 90 |
|||||||||||||
У5 |
|
|
А; П |
От 20 до 26 |
s+2 |
|||||||||||||||||||
|
|
|
Св. 26 до 40 |
|
s+4 |
0,8s+5 |
0,7s+5 |
s+10 |
1,3 s+8 |
|
|
|
|
0 |
+1 |
2 |
±1,5 |
||||||||
Примечание. При полуавтоматической сварке притупление равно 3±1 мм и  .
.
Таблица 9
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|
|
||||||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
не более |
|
град |
|||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||||||
179-175 |
89-85 |
174-170 |
81-80 |
169-165 |
79-75 |
179-165 |
89-75 |
Св.90 |
До 90 |
||||||||||||
|
|
|
От 20 до 24 |
0,9s+2 |
10 |
3 |
||||||||||||||||
У5 |
Апш; |
Св. 24 до 26 |
|
0,8s+5 |
0,7s+5 |
4 |
|
|
|
|
0 |
+1 |
2,5 |
±1,5 |
|||||||
Св. 26 до 28 |
s+4 |
14 |
|||||||||||||||||||
У5 |
|
|
Апш; |
Св. 28 до 30 |
|||||||||||||||||
Св. 30 до 40 |
|
s+4 |
0,8s+5 |
0,7s+5 |
14 |
5 |
|
|
|
|
0 |
+1 |
2,5 |
±1,5 |
|||||||
Примечание. При полуавтоматической сварке притупление равно 3±1 мм и  .
.
Таблица 10
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|
||||||
179-136 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
У6 |
|
|
А; П |
От 20 |
|
0,8s+2 |
|
|
0 |
+4 |
2,5 |
+1,0 |
Св. 40 до 60 |
0,75s |
|||||||||||
Примечание. При полуавтоматической сварке притупление равно 3±1 мм и  .
.
Таблица 11
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|
|||||||
Услов- ное обозна- чение свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
179-136 |
|||||||||||||
|
|
|
От 20 |
16 |
||||||||||
Св. 26 до 36 |
|
17 |
|||||||||||
У6 |
Апш; Ппш |
Св. 36 |
|
19 |
|
|
0 |
+4 |
2,5 |
+1,0 |
|||
Св. 40 |
0,75s |
20 |
|||||||||||
Св. 50 |
25 |
||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3±1 мм и  .
.
Таблица 12
Размеры, мм
Конструктивные элементы |
|
|
|
|
||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|||||||||
91-100 |
101-110 |
111-120 |
121-135 |
136-175 |
Номин. |
Пред. откл. |
|
|||||||
175-136 |
135-91 |
|||||||||||||
|
|
|
От 3 до 4 |
4 |
6 |
||||||||||
Св. 4 до 6 |
5 |
8 |
+1,0 |
1,5±1,0 |
3 |
|||||||||
Св. 6 до 10 |
6 |
|
0 |
|||||||||||
Т1 |
А; П |
Св. 10 до 16 |
8 |
4 |
||||||||||
Св. 16 до 20 |
9 |
0,4s+7 |
0,6s+7 |
0,9s+7 |
1,1s+5 |
+1,5 |
2 |
5 |
||||||
Св. 20 до 30 |
0,5 |
0,35s |
||||||||||||
Св. 30 до 40 |
||||||||||||||
Примечание. Размер e относится к нерасчетным швам. Для расчетных швов e устанавливается при проектировании.
Таблица 13
Размеры, мм
Конструктивные элементы |
|
|
|
||||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|
|
||||||||
91-100 |
101-110 |
111-120 |
121-130 |
131-135 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
|
|
От 3 до 5 |
4 |
6 |
4 |
3 |
|||||||||
Св. 5 до 9 |
5 |
8 |
5 |
4 |
|||||||||||
Св. 9 до 14 |
6 |
6 |
|
2 |
±2 |
5 |
±2 |
||||||||
Т2 |
Апш; |
Св. 14 до 20 |
8 |
8 |
6 |
||||||||||
Св. 20 до 24 |
0,4s+7 |
0,6s+7 |
0,9s+7 |
1,1s+5 |
7 |
||||||||||
Св. 24 до 30 |
0,5s |
10 |
8 |
||||||||||||
Св. 30 до 40 |
9 |
||||||||||||||
Таблица 14
Размеры, мм
Конструктивные элементы |
e, не |
|
|
||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|
Номин. |
Пред. откл. |
|||
89-45 |
91-135 |
Св. 90 |
До 90 |
||||||||
|
|
|
От 3 до 4 |
+0,8 |
||||||||
Св. 4 до 5 |
3 |
5 |
+1,0 |
||||||||
Т3 |
А; П |
Св. 5 до 10 |
4 |
7 |
|
|
|
0 |
|||
Св. 10 до 16 |
5 |
9 |
+1,5 |
||||||||
Св. 16 до 40 |
0,35s |
0,5s |
|||||||||
Примечание. Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании.
Таблица 15
Размеры, мм
Конструктивные элементы |
|
|
|
|||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
|
|
Номин. |
Пред. откл. |
|||
89-45 |
91-135 |
Св. 90 |
До 90 |
|||||||||
|
|
|
От 3 до 4 |
+0,8 |
|||||||||
Св. 4 до 6 |
5 |
3 |
+1,0 |
|||||||||
Т4 |
А; П |
Св. 6 до 10 |
7 |
|
|
|
4 |
0 |
||||
Св. 10 до 16 |
16 |
5 |
+1,5 |
|||||||||
Св. 16 до 40 |
0,5s |
0,3s |
||||||||||
Примечание. Размеры  и
и  не относятся к нерасчетным швам. Для расчетных швов и не устанавливаются при проектировании.
не относятся к нерасчетным швам. Для расчетных швов и не устанавливаются при проектировании.
Таблица 16
Размеры, мм
Конструктивные элементы |
|
|
|
||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обоз- начение способа сварки |
|
|
|
|
|
Номин. |
Пред. откл. |
|||
89-45 |
91-135 |
Св. 90 |
До 90 |
||||||||||
|
|
|
От 3 до 4 |
+0,8 |
||||||||||
Св. 4 до 6 |
5 |
3 |
3 |
+1,0 |
|||||||||
Т4 |
Апш; |
Св. 6 до 10 |
7 |
|
|
|
4 |
0 |
|||||
Св. 10 до 16 |
9 |
4 |
5 |
+1,5 |
|||||||||
Св. 16 до 40 |
0,5s |
5 |
0,3s |
||||||||||
Примечание. Размеры  и относятся к нерасчетным швам. Для расчетных швов и устанавливаются при проектировании.
и относятся к нерасчетным швам. Для расчетных швов и устанавливаются при проектировании.
Таблица 17
Размеpы, мм
Конструктивные элементы |
е, не более |
|||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
s |
|
|
|
|||
91-134 |
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
|
|
От 8 до 10 |
4 |
|||||||
Св. 10 до 14 |
5 |
|||||||||
T5 |
А; П |
Св. 14 до 16 |
1,3s+7 |
|
2 |
±2 |
6 |
±2 |
||
Св. 16 до 18 |
||||||||||
Св. 18 до 20 |
7 |
|||||||||
Св. 20 до 42 |
||||||||||
Таблица 18
Размеры,мм
Конструктивные элементы |
е, не менее |
||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
s |
|
|
|
|
|
||
91-134 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
|
|
От 8 до 10 |
5 |
4 |
|||||||
Св. 10 до 14 |
6 |
5 |
|||||||||
Т6 |
Апш; |
Св. 14 до 16 |
1,3s+6 |
|
7 |
2 |
±2 |
6 |
±2 |
||
Св. 16 до 18 |
8 |
||||||||||
Св. 18 до 20 |
9 |
7 |
|||||||||
Св. 20 до 42 |
10 |
||||||||||
Таблица 19
Размеры,мм
Конструктивные элементы |
|
|
|
|
|
|
|
|
|
||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
не более |
град |
||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||||
91-95 |
89-85 |
96-100 |
84-80 |
96-100 |
84-80 |
Св.90 |
До 90 |
||||||||||||
|
|
|
От 16 до 18 |
4 |
||||||||||||||||
Св. 18 до 22 |
|
0,8s+5 |
0,8s+6 |
s+8 |
|
|
|
|
0 |
+1,5 |
5 |
±2 |
|||||||
Т7 |
А; |
Св. 22 до 26 |
6 |
||||||||||||||||
Св. 26 до 30 |
7 |
||||||||||||||||||
Св. 30 до 36 |
8 |
||||||||||||||||||
Св. 36 до 40 |
9 |
||||||||||||||||||
Таблица 20
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|
|
|
|
|
||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
не более |
град |
|||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||
91-95 |
82-85 |
96-100 |
84-80 |
96-100 |
84-80 |
Св.90 |
До 90 |
|||||||||||||
|
|
|
От 16 до 20 |
6 |
|||||||||||||||||
Св. 20 до 24 |
|
0,8s+5 |
0,7s+6 |
s+6 |
|
|
|
|
3 |
0 |
±1,5 |
7 |
±2 |
|||||||
Т7 |
Апш; |
Св. 24 до 28 |
4 |
8 |
||||||||||||||||
Св. 28 до 34 |
5 |
10 |
±3 |
|||||||||||||||||
Таблица 21
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|
|
|
|||||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обоз- начение способа сварки |
|
|
не более |
град |
||||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||||||
101-105 |
79-75 |
106-110 |
74-70 |
101-105 |
79-75 |
106-110 |
74-70 |
Св.90 |
До 90 |
||||||||||||
|
|
|
От 16 до 18 |
4 |
||||||||||||||||||
Св. 18 до 22 |
|
0,8s+5 |
0,6s+6 |
s+8 |
1,2s+5 |
|
|
|
|
0 |
±1,5 |
5 |
±2 |
||||||||
Т8 |
А; |
Св. 22 до 24 |
6 |
||||||||||||||||||
Св. 24 до 26 |
7 |
||||||||||||||||||||
Св. 26 до 28 |
1,3s+6 |
8 |
|||||||||||||||||||
Св. 28 до 34 |
9 |
||||||||||||||||||||
Св. 34 до 40 |
|||||||||||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3±1 мм и  .
.
Таблица 22
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|
|
|
|
|||||||||||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
|
не более |
град |
|||||||||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||||||
101-105 |
79-75 |
106-110 |
74-70 |
101-105 |
79-75 |
106-110 |
74-70 |
101-110 |
79-70 |
Св.90 |
До 90 |
|||||||||||||
|
|
|
От 16 до 18 |
6 |
|||||||||||||||||||||
Св. 18 до 22 |
|
0,8s+5 |
0,6s |
s+5 |
1,2s+5 |
3 |
|
|
|
|
1,5 |
±1,5 |
±2 |
|||||||||||
Т8 |
Апш; |
Св. 22 до 24 |
7 |
|||||||||||||||||||||
Св. 24 до 26 |
||||||||||||||||||||||||
Св. 26 до 28 |
1,3s+6 |
4 |
8 |
|||||||||||||||||||||
Св. 28 до 34 |
5 |
10 |
±3 |
|||||||||||||||||||||
Св. 34 до 40 |
12 |
|||||||||||||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3±1 мм и  .
.
Таблица 23
Размеры, мм
Конструктивные элементы |
|
|
|
|
|
|
|
|||||||
Услов- ное обоз- наче- ние свар- ного соеди- нения |
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Обозна- чение способа сварки |
|
град |
|||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||
91-105 |
89-75 |
Св.90 |
До 90 |
|||||||||||
|
|
|
От 30 до 40 |
0,7s |
6 |
||||||||||
Св. 40 до 50 |
(20±2)-( |
(20±2)+( |
(20±2)-(90- |
(20±2)+(90- |
0 |
+1 |
7 |
±2 |
||||||
Т9 |
А; |
Св. 50 до 55 |
0,6s |
8 |
||||||||||
Св. 55 до 60 |
||||||||||||||
5. Подварочный шов и подварку корня швов сварных соединений типов У2, У4, У5, У6, Т2, Т4, Т6, Т7, Т8 выполняют любыми способами дуговой сварки с соблюдением требований к конструктивным элементам швов сварных соединений для выбранного способа сварки.
6. В швах сварных соединений типов У1 и УЗ стальная подкладка может быть съемной или остающейся.
7. Конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по толщине s.
8. Допускается смещение свариваемых кромок относительно друг друга не более:
0,5 мм - для кромок толщиной до 4 мм;
1,0 мм - для кромок толщиной 4-10 мм;
0,1 s, но не более 3 мм - для кромок толщиной более 10 мм.
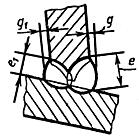
9. Предельные отклонения подварочных швов сварных соединений от номинальных размеров, указанных на чертежах, должны соответствовать:
± 1 мм - при или  <6 мм;
<6 мм;
±  мм - при при или
мм - при при или  6 мм.
6 мм.
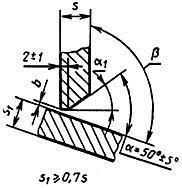
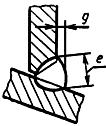
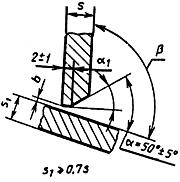
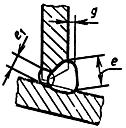
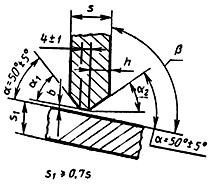
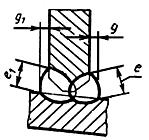
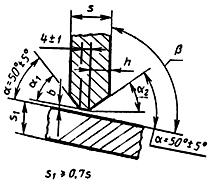
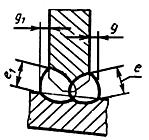
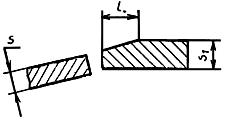
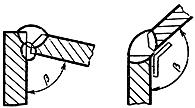
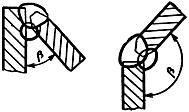
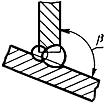
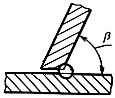
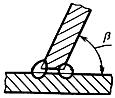
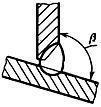
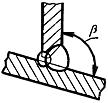
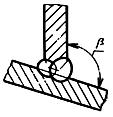
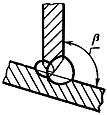
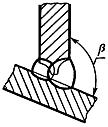
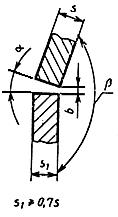
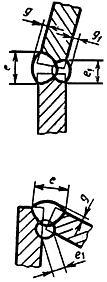
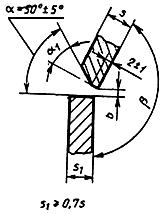
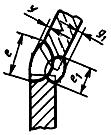
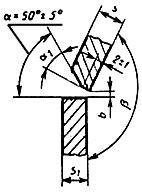
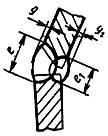
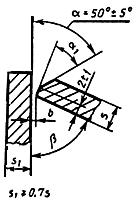
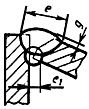
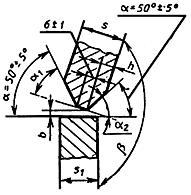
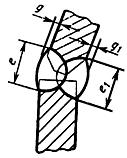
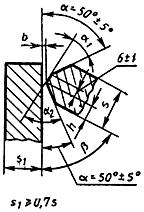
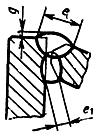
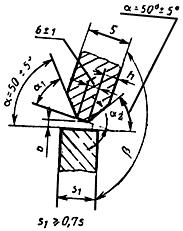
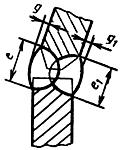
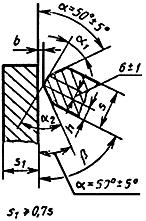
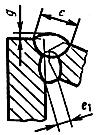
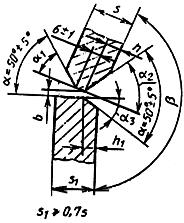
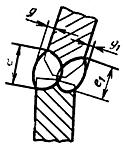
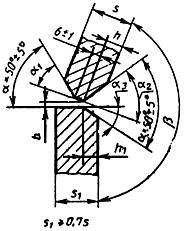
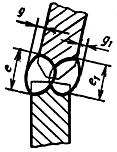
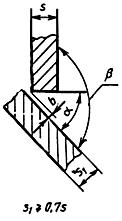
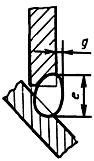
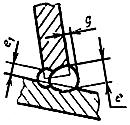
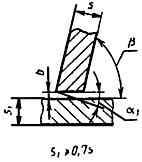
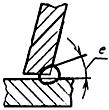
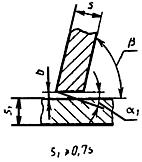
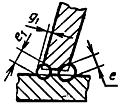
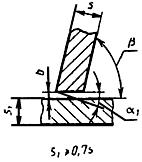
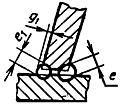
10. При неодинаковой толщине кромок, свариваемых под углом  =179-160°, на кромке, имеющей большую толщину, должен быть скос с одной или двух сторон длиной
=179-160°, на кромке, имеющей большую толщину, должен быть скос с одной или двух сторон длиной  - при одностороннем превышении кромок и длиной
- при одностороннем превышении кромок и длиной  - при двустороннем превышении кромок до толщины тонкой кромки s, как указано на черт. 1, 2.
- при двустороннем превышении кромок до толщины тонкой кромки s, как указано на черт. 1, 2.
Черт. 1


 , град
, град 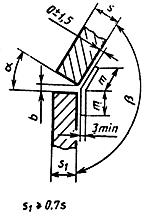

 , не более
, не более 




 ,
, , не менее
, не менее  , не менее
, не менее 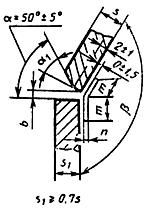

 не более
не более









 , не более
, не более  ,
,



 ,
,




 , град
, град 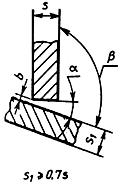








 , град
, град