
ГОСТ 3728-78
Группа В69
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ
Метод испытания на загиб
Tubes. Method of bend-over test
МКС 23.040.10
ОКСТУ 1309
Дата введения 1979-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 17.02.78 N 474 дата введения установлена 01.07.79
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
ВЗАМЕН ГОСТ 3728-66
ИЗДАНИЕ (сентябрь 2010 г.) с Изменениями N 1, 2, утвержденными в апреле 1980 г., апреле 1985 г. (ИУС 5-80, 7-85)
Настоящий стандарт распространяется на металлические трубы круглого сечения и устанавливает метод испытания на загиб по заданным размерам и форме при температуре (20 )°С.
)°С.
Стандарт полностью соответствует СТ СЭВ 480-77 в части испытания на загиб.
(Измененная редакция, Изм. N 1).
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Для испытания на загиб труб с наружным диаметром  до 60 мм включительно отбирают образцы в виде отрезка трубы полного сечения (черт.1), труб с наружным диаметром свыше 60 мм - образцы в виде поперечных или продольных полос.
до 60 мм включительно отбирают образцы в виде отрезка трубы полного сечения (черт.1), труб с наружным диаметром свыше 60 мм - образцы в виде поперечных или продольных полос.
(Измененная редакция, Изм. N 1).
Загиб отрезков труб
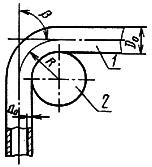
1 - образец-патрубок; 2 - цилиндрическая оправка;  - радиус загиба трубы на средней линии
- радиус загиба трубы на средней линии
Черт.1
1.2. Образец в виде отрезка трубы отрезают от конца трубы длиной, достаточной для его загиба на заданный угол и радиус.
1.3. При толщине стенки трубы  5 мм ширина продольных полос и поперечных образцов должна быть 10 мм. При толщине стенки трубы
5 мм ширина продольных полос и поперечных образцов должна быть 10 мм. При толщине стенки трубы  5 мм ширина образца должна быть 2
5 мм ширина образца должна быть 2 .
.
При массовых контрольных испытаниях труб с толщиной стенки свыше 5 мм в целях упрощения изготовления образцов для групп образцов различной толщины допускается устанавливать одинаковую ширину, равную удвоенной максимальной толщине образца этой группы. Разбивку по толщинам рекомендуется производить с интервалом 5 мм.
(Измененная редакция, Изм. N 1).
1.4. Образцы в виде продольных полос и поперечные образцы от сварных труб вырезают за пределами зоны термического влияния сварного шва. Продольные полосы должны вырезаться из участка основного металла на угол не менее 90° от положения сварного шва.