
2.1. Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2.
2.3. Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20±5) °С должен соответствовать указанному в табл.3.
2.4. Предел допускаемой погрешности штангенциркулей типов I и Т-I при измерении глубины, равной 20 мм, должен соответствовать табл.3.
Таблица 3
мм
Измеряемая длина |
Предел допускаемой погрешности штангенциркулей (±) |
|||||||
при значении отсчета по нониусу |
с ценой деления круговой шкалы отсчетного устройства |
с шагом дискретности цифрового отсчетного устройства |
||||||
0,05 |
0,1 для класса точности |
0,02 |
0,05 |
0,1 для класса точности |
0,01 |
|||
1 |
2 |
1 |
2 |
|||||
До 100 |
0,05 |
0,05 |
0,10 |
0,03 |
0,04 |
0,05 |
0,08 |
0,03 |
Св. 100 до 200 |
||||||||
" 200 " 300 |
0,04 |
0,04 |
||||||
" 300 " 400 |
0,10 |
- |
- |
- |
- |
|||
" 400 " 600 |
0,10 |
- |
0,05 |
|||||
" 600 " 800 |
0,06 |
|||||||
" 800 " 1000 |
0,07 |
|||||||
" 1000 " 1100 |
- |
0,15 |
- |
|||||
" 1100 " 1200 |
0,16 |
|||||||
" 1200 " 1300 |
0,17 |
|||||||
" 1300 " 1400 |
0,18 |
|||||||
" 1400 " 1500 |
0,19 |
|||||||
" 1500 " 2000 |
0,20 |
|||||||
|
1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок. 2. У штангенциркулей с одним нониусом погрешность проверяют по губкам для измерения наружных размеров. 3. При сдвигании губок штангенциркулей до их соприкосновения смещение нулевого штриха нониуса допускается только в сторону увеличения размера. 4. Погрешность штангенциркуля не должна превышать значений, указанных в табл.3 при температуре (20±10) °С при поверке их по плоскопараллельным концевым мерам длины из стали. | ||||||||
2.5. Допуск плоскостности и прямолинейности измерительных поверхностей должен составлять 0,01 мм на 100 мм длины большей стороны измерительной поверхности штангенциркулей.
При этом допускаемые отклонения плоскостности и прямолинейности измерительных поверхностей должны быть:
0,004 мм - для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм;
0,007 мм - для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм.
Допуск прямолинейности торца штанги штангенциркулей типов I и Т-I должен составлять 0,01 мм.
По краям плоских измерительных поверхностей в зоне шириной не более 0,2 мм допускаются завалы.
Примечание. Требования к плоскостности относят только к поверхностям шириной более 4 мм.
(Измененная редакция, Изм. N 1, 2).
2.6. Допуск параллельности измерительных поверхностей губок для измерения внутренних размеров должен составлять 0,010 мм и на всей длине. Для штангенциркулей 2 класса точности измерительные поверхности кромочных губок допускается изготовлять с допуском параллельности 0,02 мм.
В зоне до 0,5 мм от верхней кромки измерительных поверхностей допускаются завалы.
Допуск параллельности на 100 мм длины плоских измерительных поверхностей губок для измерения наружных размеров должен быть:
0,02 мм - при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм;
0,03 мм - при значении отсчета по нониусу и цене деления шкалы 0,1 мм.
2.7. Мертвый ход микрометрической пары устройства для тонкой установки рамки не должен превышать  оборота.
оборота.
2.8. Отклонения размера  губок с цилиндрическими измерительными поверхностями для измерения внутренних размеров не должны превышать: (
губок с цилиндрическими измерительными поверхностями для измерения внутренних размеров не должны превышать: ( ) мм при цене деления или значении отсчета по нониусу не менее 0,05 мм; (
) мм при цене деления или значении отсчета по нониусу не менее 0,05 мм; ( ) мм при цене деления или шаге дискретности менее 0,05 мм.
) мм при цене деления или шаге дискретности менее 0,05 мм.
2.9. Рамка не должна перемещаться по штанге под действием собственного веса при вертикальном положении штангенциркуля.
2.10. Усилие перемещения рамки по штанге должно быть не более значений, указанных в табл.4.
Таблица 4
Верхний предел измерения штангенциркуля, мм, не более |
Усилие перемещения, Н, не более |
250 |
15 |
400 |
20 |
2000 |
30 |
| |
2.11. Требования к шкале штанги и нониуса
2.11.1 Расположение плоскости шкалы нониуса относительно плоскости шкалы штанги указано на черт.7.
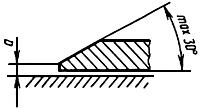
Черт.7
2.11.2. Расстояние  от верхней кромки края нониуса до поверхности шкалы штанги не должно превышать 0,25 мм для штангенциркулей со значением отсчетов 0,05 и 0,30 мм - для штангенциркулей со значением отсчета 0,1 мм.
от верхней кромки края нониуса до поверхности шкалы штанги не должно превышать 0,25 мм для штангенциркулей со значением отсчетов 0,05 и 0,30 мм - для штангенциркулей со значением отсчета 0,1 мм.
2.11.3. Размеры штрихов шкал штанги и нониуса должны соответствовать указанным ниже:
ширина штрихов 0,08-0,20 мм;
разность ширины штрихов в пределах одной шкалы (для шкалы штанги на расстоянии более 0,3 мм от края шкалы) и штрихов шкал штанги и нониуса одного штангенциркуля не более 0,03 мм при отсчете по нониусу 0,05 мм; 0,05 мм при отсчете по нониусу 0,1 мм.
(Измененная редакция, Изм. N 2).
2.12. Требования к круговой шкале отсчетного устройства
2.12.1. Длина деления шкалы должна быть не менее 1 мм.
2.12.2. Ширина штрихов шкалы 0,15-0,25 мм. Разность ширины соответствующих штрихов в пределах одной шкалы должна быть не более 0,05 мм.
2.12.3. Ширина стрелки над делениями шкалы должна быть 0,15-0,20 мм. Конец стрелки должен перекрывать короткие штрихи не более чем на 0,8 их длины. Расстояние между концом стрелки и циферблатом не должно превышать 0,7 мм для шкалы с ценой деления не более 0,05 мм и 1,0 мм с ценой деления 0,1 мм.
2.12.4. Отсчетное устройство должно обеспечивать возможность совмещения стрелки с нулевым делением круговой шкалы.
2.13. У штангенциркулей с цифровым отсчетным устройством высота цифр отсчетного устройства должна быть не менее 4 мм.
2.14. Штангенциркули с цифровым отсчетным устройством дополнительно могут оснащаться интерфейсом для вывода результата измерения на внешнее устройство.
2.15. Твердость измерительных поверхностей штангенциркулей должна быть: из инструментальной и конструкционной стали - не менее 59  ;
;
из высоколегированной стали - не менее 51,5  .
.
Примечание. Для штангенциркулей типа I с верхним пределом измерения до 160 мм, изготовленных из инструментальной или конструкционной сталей, твердость измерительных поверхностей должна быть не менее 53  .
.
2.16. Параметр шероховатости плоских и цилиндрических измерительных поверхностей штангенциркулей -  0,32 мкм по ГОСТ 2789;
0,32 мкм по ГОСТ 2789;
измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей - 0,63 мкм по ГОСТ 2789.
2.17. Наружные поверхности штангенциркулей должны быть покрыты или обработаны в соответствии с табл.5.
Таблица 5
Наименование поверхности |
Верхний предел измерения, мм |
Вид обработки или покрытия |
|
высоколегированной |
инструментальной и конструкционной |
||
Штанга (кроме шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей |
До 2000 |
- |
Хромирование |
Шкала штанги и нониуса |
До 630 |
Матовая поверхность |
Хромирование матовое |
Хромирование |
|||
Св. 630 до 2000 |
- |
Хромирование |
|
| |||
2.16, 2.17. (Измененная редакция, Изм. N 1).
2.18. Штангенциркули должны быть размагничены.
2.19. (Исключен, Изм. N 2).
2.20. (Исключен, Изм. N 1).
2.21-2.24. (Исключены, Изм. N 2).
2.25. Комплектность
2.25.1. К каждому штангенциркулю должна быть приложена эксплуатационная документация по ГОСТ 2.601*.
________________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - Примечание изготовителя базы данных.
2.25.2. По заказу потребителя штангенциркули типов II и III комплектуют приспособлением для разметки.
2.26. Маркировка
2.26.1. На каждом штангенциркуле должны быть нанесены:
товарный знак предприятия-изготовителя;
порядковый номер по системе нумерации предприятия-изготовителя;
условное обозначение года выпуска;
значение отсчета по нониусу или цена деления;
размер (у штангенциркулей типов II и III с одним нониусом или одной шкалой, черт.3-4) на одной из губок;
класс точности 2 (для штангенциркулей со значением отсчета по нониусу или ценой деления шкалы 0,1 мм);
слово "Внутр." на шкале для измерения внутренних размеров.
(Измененная редакция, Изм. N 2).
2.26.2. Допускается не указывать порядковый номер в эксплуатационной документации.
2.26.3. Маркировка на футляре - по ГОСТ 13762.
Наименование или условное обозначение штангенциркуля наносят только на жестком футляре.
2.27. Упаковка
2.27.1. Методы и средства для обезжиривания и консервации штангенциркулей - по ГОСТ 9.014.
2.27.2. Штангенциркули должны быть упакованы в футляры, изготовленные из материалов по ГОСТ 13762. Для штангенциркулей с нониусом с верхним пределом до 630 мм включительно допускается мягкая упаковка.
2.27.3. Штангенциркули с пределом измерения свыше 400 мм при транспортировании в контейнерах допускается упаковывать в футляры без транспортной тары.
При упаковывании без транспортной тары футляры с штангенциркулями должны быть закреплены так, чтобы исключалась возможность их перемещения.