
7.1 Все испытания проводят в нормальных климатических условиях по ГОСТ 15150:
- температура от 10 °С до 35 °С;
- относительная влажность воздуха от 45% до 80%;
- атмосферное давление от 84,0 до 106,7 кПа.
7.2 При проведении испытаний используются средства измерений и контроля, обеспечивающие необходимую точность измерений, поверенные и аттестованные в установленном порядке.
7.3 Перед проведением испытаний образцы должны быть выдержаны в нормальных климатических условиях по ГОСТ 15150 в течение 24 ч.
7.4 На испытания (в объеме раздела 7) должны быть представлены не менее 5 образцов головок.
Образцы для испытаний отбирают методом случайной выборки из числа представленных на испытания с учетом следующих требований:
- испытание по 7.5 (измерение размеров), по 7.6 (проверка резиновых колец), по 7.9 (проверка наличия выступов с ограничительным буртиком и обеспечение захвата ключом по ГОСТ 14286), по 7.10 (проверка смыкания головки), по 7.11 (проверка качества поверхностей головок), по 7.13.2 (проверка качества защитных покрытий головок), по 7.16 (проверка комплектности, маркировки, упаковки) - проводят не менее чем на трех образцах головок, не подвергавшихся испытаниям по 7.7.2 (проверка герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при максимальном гидравлическом давлении), по 7.14 (проверка наработки головок на отказ), по 7.15 (проверка климатического исполнения головки).
Испытание по 7.15 (проверка климатического исполнения головки) проводят не менее чем на одном образце(ах) головки, не подвергавшемся(ихся) испытаниям по 7.7.2 (проверка герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при максимальном гидравлическом давлении), 7.14 (проверка наработки головок на отказ).
Испытание по 7.7.1 (проверка герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при испытательном гидравлическом давлении), по 7.8 (проверка всасывающих головок на герметичность при разрежении) проводят не менее чем на трех образцах головок, не подвергавшихся испытаниям по 7.7.2 (проверка герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при максимальном гидравлическом давлении), по 7.14 (проверка наработки головок на отказ).
Испытание по 7.7.2 (проверка герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при максимальном гидравлическом давлении) проводят не менее чем на трех образцах головок, не подвергавшихся испытаниям по 7.14 (проверка наработки головок на отказ).
Испытание по 7.14 (проверка наработки головок на отказ) проводят не менее чем на двух образцах головок, не подвергавшихся испытаниям по 7.7.2 (проверка герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при максимальном гидравлическом давлении).
7.5 Методы измерения размеров
Для измерения размеров используют следующие инструменты:
- штангенциркули, нутромеры с ценой деления не более 0,1;
- индикатор часового типа;
- делительная головка.
Размеры головок:  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  (пункт 5.1.1) измеряют штангенциркулем.
(пункт 5.1.1) измеряют штангенциркулем. измеряют штангенциркулем, имеющим линейку глубиномера.
измеряют штангенциркулем, имеющим линейку глубиномера.  - нутромером с ценой деления не более 0,1 мм.
- нутромером с ценой деления не более 0,1 мм.
Ход спиральной плоскости  - индикатором часового типа с использованием делительной головки. Испытываемый образец закрепляется в делительной головке. Индикатор часового типа закрепляется в штативе или другом аналогичном приспособлении горизонтально так, чтобы наконечник индикатора касался любой точки на спиральной плоскости головки. В точке касания снимается показание индикатора. Головка поворачивается на 60°, после чего считывается показание индикатора. Разница между вторым и первым показаниями индикатора представляет ход спиральной плоскости головки.
- индикатором часового типа с использованием делительной головки. Испытываемый образец закрепляется в делительной головке. Индикатор часового типа закрепляется в штативе или другом аналогичном приспособлении горизонтально так, чтобы наконечник индикатора касался любой точки на спиральной плоскости головки. В точке касания снимается показание индикатора. Головка поворачивается на 60°, после чего считывается показание индикатора. Разница между вторым и первым показаниями индикатора представляет ход спиральной плоскости головки.
Угол  измеряется делительной головкой с ценой деления не более 1°.
измеряется делительной головкой с ценой деления не более 1°.
Размер  ,
,  и угла 2°30" проверяется внешним осмотром и сопоставлением с размерами в конструкторской документации изготовителя.
и угла 2°30" проверяется внешним осмотром и сопоставлением с размерами в конструкторской документации изготовителя.
Размеры , могут контролироваться при помощи ключей в соответствии с 7.9 (наличие выступов с ограничительным буртиком и обеспечение захвата ключом по ГОСТ 14286).
Размеры , , , , , , , , угол , могут контролироваться в соответствии с 7.10 (проверка смыкания головки).
Размеры  ,
,  контролируют резьбовыми пробками по ГОСТ 18922, ГОСТ 18923, ГОСТ 18927, ГОСТ 18928 и резьбовыми кольцами по ГОСТ 18929, ГОСТ 18930, ГОСТ 18931, ГОСТ 18932; метрическую резьбу - резьбовыми пробками по ГОСТ 17759, ГОСТ 17760, ГОСТ 17762 и ГОСТ 17761.
контролируют резьбовыми пробками по ГОСТ 18922, ГОСТ 18923, ГОСТ 18927, ГОСТ 18928 и резьбовыми кольцами по ГОСТ 18929, ГОСТ 18930, ГОСТ 18931, ГОСТ 18932; метрическую резьбу - резьбовыми пробками по ГОСТ 17759, ГОСТ 17760, ГОСТ 17762 и ГОСТ 17761.
Образец головки считается выдержавшим испытания, если он соответствует требованиям, установленным в 5.1.1.
Все отобранные образцы должны выдерживать испытания.
7.6 Метод проверки резиновых колец и удержание их в пазу головки
Резиновые кольца головок проверяют по ГОСТ 6557. Допускается не проводить проверку резиновых колец при наличии протоколов испытаний, подтверждающих их соответствие требованиям ГОСТ 6557.
Удержание резинового кольца в пазу головки проверяют трехкратным смыканием и размыканием головок с одинаковыми условными проходами. Головки типов ГМ, ГЦ должны соединяться только с головкой типа ГР. При разъединении головок не должно быть полного или частичного выхода резинового кольца из паза головки.
Образец головки считается выдержавшим испытание, если в процессе проведения испытания он отвечает условиям и требованиям 7.6.
Все отобранные образцы должны выдерживать испытания.
7.7 Методы проверки герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при испытательном и максимальном гидравлическом давлении
Испытания проводят при следующих условиях:
- скорость повышения гидравлического давления не более (0,3±0,1) МПа/с;
- при испытании должно быть обеспечено вытеснение воздуха из внутренних полостей головок.
Давление измеряется с точностью до 0,1 МПа.
7.7.1 Метод проверки герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при испытательном гидравлическом давлении
Образец головки соединяют со вспомогательной соединительной головкой. При этом не рекомендуется соединять головки ГМ и ГЦ друг с другом или между собой. После этого соединенные головки присоединяют одним концом к насосу, другой конец заглушают. Повышают гидравлическое давление до значения, указанного в таблице 12 (испытательное гидравлическое давление), и выдерживают при этом давлении не менее двух минут. За все время испытаний не должно быть выделения воды через соединения и материал головки. Далее давление снижают до нуля и осматривают головки. Не должно быть видимых деформаций, трещин, выдавливания резиновых колец, а также разрушения элементов конструкции.
Образец головки считается выдержавшим испытание, если в процессе проведения испытания он отвечает условиям и требованиям 7.7.1.
Все отобранные образцы должны выдерживать испытание.
7.7.2 Метод проверки герметичности соединения головки с головками одного условного прохода, а также прочности, плотности материала при максимальном гидравлическом давлении
Образец головки соединяют со вспомогательной соединительной головкой. При этом не рекомендуется соединять головки ГМ и ГЦ друг с другом или между собой. После этого соединенные головки присоединяют одним концом к насосу, другой конец заглушают. Повышают гидравлическое давление до испытательного значения, указанного в таблице 12 (испытательное гидравлическое давление), и выдерживают при этом давлении не менее двух минут. За время испытаний не должно быть выделения воды через соединения и материал головки. Далее повышают давление до максимального значения, указанного в таблице 12, и выдерживают под этим давлением в течение не менее двух минут. За время выдержки головки под давлением не должно наблюдаться снижения давления более чем на 0,5 МПа. После выдержки давление снижают до нуля и проводят осмотр головки. Не должно быть видимых деформаций, трещин, выдавливания резиновых колец, а также разрушения элементов конструкции.
Образец головки считается выдержавшим испытание, если в процессе проведения испытания он отвечает условиям и требованиям 7.7.2.
Все отобранные образцы должны выдерживать испытание.
7.8 Метод проверки всасывающих головок на герметичность при разрежении
7.8.1 Оборудование для проведения испытаний
Оборудование должно обеспечивать герметичность вакуумного крана (блока кранов), закрывающего(их) магистраль вакуумного насоса и вакуумного трубопровода, соединяющегося с испытываемым образцом.
Вакуумметр должен обеспечивать измерение с точностью до 0,001 МПа.
Оборудование должно обеспечивать создание разрежения до 0,08 МПа. При этом падение вакуума не должно превышать 0,003 МПа в течение не менее пяти минут.
Во время испытаний головка с присоединительным элементом вакуумного трубопровода не должны подвергаться осевому сжатию.
7.8.2 Проведение испытаний
Головку с заглушкой соединяют с вакуумным трубопроводом и включают вакуумный насос. Разрежение доводят до 0,08 МПа и закрывают вакуумный кран. В течение пяти мин падение вакуума не должно превышать 0,013 МПа.
Образец головки считается выдержавшим испытание, если в процессе проведения испытания он отвечает условиям и требованиям 7.8.
Все отобранные образцы должны выдерживать испытание.
7.9 Метод проверки наличия четырех равномерно расположенных по окружности выступов с ограничительным буртиком и обеспечения надежного захвата ключом
Наличие выступов у головок для захвата ключом и ограничительного буртика проверяют внешним осмотром.
Обеспечение надежного захвата ключом проверяют смыканием и размыканием головки с калибром, соответствующим требованиям приложения А, или с контрольной соединительной головкой.
Испытываемую головку зацепляют ключом за выступы и прикладывают к нему усилие от руки до поворота головки по спиральному выступу до крайнего возможного положения. Далее проводят размыкание головки с калибром (контрольной соединительной головкой). При смыкании и размыкании головки не должно быть срыва ключа с выступов головки и соскакивания его в сторону.
Образец головки считается выдержавшим испытание, если в процессе проведения испытания он отвечает условиям и требованиям пункта 7.9.
Все отобранные образцы должны выдерживать испытание.
7.10 Метод проверки смыкания головки
7.10.1 Проведение испытаний
Для проведения испытаний используют калибр, соответствующий требованиям приложения А, или контрольную соединительную головку.
Калибр (контрольную соединительную головку) фиксируют в зажимном устройстве таким образом, чтобы обеспечивалось вращение его внутренней части. На спиральном выступе головки делают две отметки штангенциркулем с ценой деления до 0,1 мм. Первую отметку наносят на расстоянии, равном 1,5 размера от начала спирального выступа. Вторую отметку ставят на расстоянии 0,5 размера от конца спирального выступа (от клыка).
Испытываемую головку смыкают с калибром (контрольной соединительной головкой) на половину ширины клыка. Усилие  смыкания при повороте головки измеряют при помощи динамометра с использованием ключей по ГОСТ 14286 и других приспособлений, обеспечивающих данное измерение. С помощью измерительного инструмента определяют плечо приложения усилия (плечо силы), то есть кратчайшее расстояние от оси вращения до направления усилия . Схема приложения усилия приведена на рисунке 10. Погрешность измерения должна составлять не более ±1 мм.
смыкания при повороте головки измеряют при помощи динамометра с использованием ключей по ГОСТ 14286 и других приспособлений, обеспечивающих данное измерение. С помощью измерительного инструмента определяют плечо приложения усилия (плечо силы), то есть кратчайшее расстояние от оси вращения до направления усилия . Схема приложения усилия приведена на рисунке 10. Погрешность измерения должна составлять не более ±1 мм.
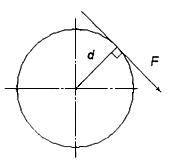
Рисунок 10
Головку поворачивают до первой отметки и считывают усилие по показаниям динамометра. Определяют момент силы по формуле (1) и сравнивают с показателями таблицы 13.
Момент силы определяется по формуле
 , (1)
, (1)
где  - момент силы, Н·м; - сила (усилие), Н; - плечо силы, м.
- момент силы, Н·м; - сила (усилие), Н; - плечо силы, м.
Если момент силы соответствует показателям таблицы 13, испытание прекращают, образец головки считается выдержавшим испытание. Если момент силы превышает показатель максимального момента силы таблицы 13, образец головки считается невыдержавшим испытания. Если момент силы на участке до первой отметки ниже минимального момента силы таблицы 13, испытание продолжают, поворачивая головку до второй отметки. Образец головки считается выдержавшим испытание, если момент силы на участке от первой до второй отметки не ниже минимального момента силы таблицы 13.
Все отобранные образцы должны выдерживать испытание.
7.11 Метод проверки качества поверхностей головок
Качество поверхностей головок проверяют внешним осмотром, размер и глубину раковин измеряют штангенциркулем с ценой деления до 0,1 мм. Все отобранные образцы должны соответствовать данным, установленным в 5.1.7.
7.12 Методы проверки материала и защитных антикоррозионных покрытий головок
7.12.1 Метод проверки материала головок
Качество материала, применяемого для изготовления головок, проверяют по сопроводительной документации изготовителя.
Устойчивость головок из полимерных материалов к условиям эксплуатации проводят по программе и методике, согласованным и утвержденным в установленном порядке.
7.12.2 Метод проверки защитных антикоррозионных покрытий головок
Соответствие защитных антикоррозионных покрытий головок условиям эксплуатации проверяют сравнением данных конструкторской документации предприятия-изготовителя:
- с требованиями ГОСТ 9.303 - для металлических и неметаллических неорганических покрытий;
- с требованиями ГОСТ 9.032, ГОСТ 9.104 - для лакокрасочных покрытий.
7.12.3 Образец головки считается выдержавшим испытания, если он соответствует требованиям, установленным в 5.1.9.
Все отобранные образцы должны выдерживать испытания.
7.13 Метод проверки наработки головок на отказ
7.13.1 Оборудование
Проверку проводят на испытательном оборудовании, обеспечивающем возможность создания и измерения гидравлического давления в соответствии с методикой испытаний. При испытании должно быть обеспечено вытеснение воздуха из внутренних полостей головок.
Для проведения испытания используют вспомогательные соединительные головки одинакового условного прохода с испытываемым образцом, соответствующие требованиям настоящего стандарта.
7.13.2 Проведение испытаний
Отобранную головку смыкают с вспомогательной соединительной головкой одного условного прохода и присоединяют к трубопроводу испытательного оборудования. При этом не рекомендуется соединять головки ГМ и ГЦ друг с другом или между собой.
Испытываемые головки подвергаются цикличному воздействию гидравлического давления. Циклом следует считать: воздействие на головки в течение не менее 20 секунд гидравлического давления, величина которого должна быть равной рабочему давлению головки, указанному в таблице 1, и последующее снижение его до нуля.
Головки подвергаются нормативному количеству циклов. Через каждые 100 циклов и после завершения нормативного количества циклов головку подвергают воздействию рабочего давления в течение не менее двух минут, после чего давление снижают до нуля. В процессе воздействия давления и после его снижения проводят визуально внешний осмотр головок на наличие критериев отказа.
Критериями отказа следует считать нарушение герметичности (выделение воды через соединения и материал головки); выдавливание резиновых колец, появление видимых деформаций, трещин на поверхностях головок, а также разрушение элементов конструкции.
Образец головки считается выдержавшим испытание, если на нем не выявлено ни одного из критериев отказа.
Все отобранные образцы должны выдерживать испытание.
7.14 Метод проверки климатического исполнения головки
Климатическое исполнение головок проверяют испытанием их на работоспособность при нижних и верхних значениях рабочих температур в соответствии с 5.1.11.
7.14.1 Работоспособность головок при минусовых температурах проверяют выдержкой в течение одного часа в камере холода отобранного образца головки и вспомогательной соединительной головки одного условного прохода, соответствующей требованиям настоящего стандарта, а также отдельно резинового кольца от другого отобранного образца головки. Головки подбирают так, чтобы не соединять головки ГМ и ГЦ друг с другом или между собой. После выемки из камеры холода проводят смыкание головок и сжатие резиновых колец в диаметральной плоскости. Головки должны смыкаться с усилием от руки на величину не менее одной ширины клыка. Допускается головки с условными проходами от DN 80 до DN 150 смыкать с использованием ключей по ГОСТ 14286. Время смыкания головок с условными проходами до DN 80 не должно превышать 5 с. Время смыкания головок с условными проходами от DN 80 до DN 150 не должно превышать 10 с. Образцы резиновых колец и головок, подвергнутые испытанию, не должны иметь деформаций и трещин.
Образец головки считается выдержавшим испытание, если в процессе проведения испытания он отвечает условиям и требованиям 7.14.1.
Все отобранные образцы должны выдерживать испытание.
7.14.2 Для испытаний отбирается образец головки, испытанный по 7.14.1. Работоспособность головки при верхней рабочей температуре воздуха, установленной для климатического исполнения, проверяют выдержкой в камере тепла в течение двух часов образца головки и вспомогательной соединительной головки одного условного прохода, соответствующей требованиям настоящего стандарта, предварительно сомкнутых между собой. После изъятия из камеры не позднее чем через 30 с головки размыкают и повторно смыкают и размыкают усилием от руки. При этом головки должны смыкаться на величину захода клыка по спиральному выступу не менее одной ширины клыка. Допускается головки с условными проходами от DN 80 до DN 150 смыкать с использованием ключей по ГОСТ 14286. Резиновые кольца не должны выскакивать из пазов головок при их разъединении, а также иметь деформации и повреждения.
Образец головки считается выдержавшим испытание, если в процессе проведения испытания он отвечает условиям и требованиям 7.14.2.
Все отобранные образцы должны выдерживать испытание.
7.15 Комплектность, содержание разделов паспорта, маркировку и упаковку проверяют внешним осмотром и сличением с нормативной и конструкторской документацией.