
Черт. 2
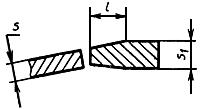
При разности в толщине свариваемых кромок, не превышающей величин, указанных в табл. 24, подготовка кромок под сварку должна производиться так же, как для кромок одинаковой толщины; конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по большой толщине.
Таблица 24
Толщина кромки |
Разность толщин |
2-3 |
1 |
4-30 |
2 |
32-40 |
4 |
Свыше 40 |
6 |
11. При переменном угле сопряжения деталей шов делится на участки и каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1993

 , не более
, не более