
4.1. Метод определения линейных размеров и правильности формы
4.1.1. Метод определения линейных размеров основан на измерении с помощью контактных измерительных инструментов, а метод определения правильности формы - на измерении величины отклонения от заданной формы.
4.1.2. Инструмент и принадлежности
Рулетка измерительная металлическая по ГОСТ 7502-80* с ценой деления 1 мм.
______________
* Вероятно ошибка оригинала. Следует читать: ГОСТ 7502-89. На территории Российской Федерации документ не действует. Действует ГОСТ 7502-98. - Примечание изготовителя базы данных.
Линейка измерительная металлическая по ГОСТ 427-75 с ценой деления 1 мм.
Линейка поверочная типа ШП по ГОСТ 8026-75*, класс 2.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 8026-92. - Примечание изготовителя базы данных.
Угольник поверочный 90° по ГОСТ 3749-77, класс 2.
Угломер по ГОСТ 5378-66* .
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 5378-88. - Примечание изготовителя базы данных.
Щупы по ГОСТ 882-75*, N 3.
________________
* На территории Российской Федерации документ не действует. Действуют ТУ 2-034-225-87 (ИУС 8-88). - Примечание изготовителя базы данных.
Штангенциркуль по ГОСТ 166-80*, класс 2.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 166-89. - Примечание изготовителя базы данных.
Плита контрольная размерами 1000х630 мм с допуском плоскостности не более 0,5 мм.
Линейка контрольная размерами 3000х150 мм с допуском прямолинейности не более 0,5 мм на 1 м.
Комплект нестандартизованных средств измерений, поверка которых должна производиться в установленном порядке.
4.1.3. Проведение испытаний
Испытания проводят в помещении при температуре (20±10)°С, относительной влажности воздуха (60±20)%, освещенности рабочего места не менее 150 лк.
Длину труб и фасонных частей измеряют с погрешностью до 1 мм, остальные размеры - с погрешностью до 0,1 мм, угол - с погрешностью до  .
.
Результаты измерений наружного диаметра, толщины стенок и длины труб и фасонных частей должны находиться в пределах допускаемых отклонений.
4.1.3.1. Наружный диаметр труб и фасонных частей контролируют предельными калибрами или измеряют штангенциркулем на обоих концах изделий в двух взаимно перпендикулярных направлениях.
4.1.3.2. Толщину стенки труб и фасонных частей контролируют предельными калибрами или измеряют штангенциркулем на каждом конце изделия, причем следует производить два измерения по двум взаимно перпендикулярным направлениям. В местах изгиба и сварных швов фасонных частей толщину стенки измеряют толщиномерами.
4.1.3.3. Длину труб и прямых участков фасонных частей определяют рулеткой или измерительной линейкой одним измерением вдоль образующей.
Длину двойных отводов и отступов измеряют рулеткой или измерительной линейкой в соответствии с черт.14 с помощью приспособления, снабженного ползуном и упором.
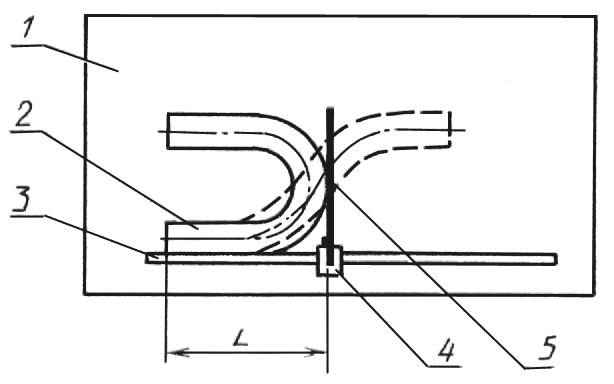
1 - контрольная плита; 2 - изделие; 3 - контрольная линейка; 4 - ползун; 5 - упор
Черт.14
Длину отводов контролируют измерительным инструментом в соответствии с черт.15.
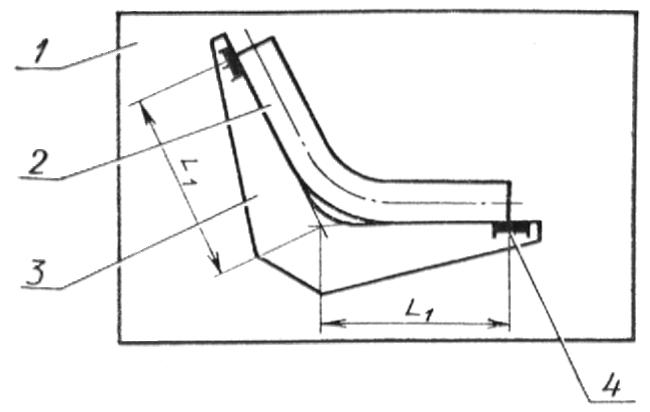
1 - контрольная плита; 2 - изделие; 3 - шаблон; 4 - поле допуска
Черт.15
4.1.3.4. Отклонение от прямолинейности образующей наружной поверхности труб определяют измерением щупом величины наибольшего зазора между поверхностью трубы и плоскостью контрольной плиты или линейки, на которую уложена труба выпуклой стороной вверх.
4.1.3.5. Отклонение от перпендикулярности плоскости торцов труб и фасонных частей относительно образующей наружной поверхности определяют измерением щупом наибольшего зазора между каждым из торцов изделия и стороной прикладываемого к торцу поверочного угольника.
4.1.3.6. Отклонение угла между образующими наружных поверхностей фасонных частей определяют угломером или измерительным инструментом.
4.1.3.7. Отклонение от параллельности образующих наружных поверхностей двойных отводов и отступов определяют в соответствии с черт.16 как разность расстояний (АВ и СD) между двумя поверочными линейками. При этом поверочные линейки должны быть приложены к образующим изделия, уложенного на контрольную плиту.
4.1.3.8. Отклонение образующих наружных поверхностей фасонных частей от горизонтальной плоскости определяют измерением щупом величины наибольшего зазора между изделием, уложенным на контрольную плиту, и контрольной плитой.
4.2. Внешний вид труб и фасонных частей проверяют визуально.
4.3. Определение качества отжига
4.3.1. Качество отжига труб определяют измерением величины остаточных напряжений с помощью полярископа-поляриметра ПКС-250 или ПКС-125 на образцах шириной 15-25 мм, вырезанных из труб.
4.3.2. Качество отжига фасонных частей, а также и труб определяют сопоставлением цветов интерференции, наблюдаемых при просмотре фасонных частей или труб в полярископе ПКС-500 или полярископе-поляриметре ПКС-250 или ПКС-125, с допускаемыми цветами интерференции.
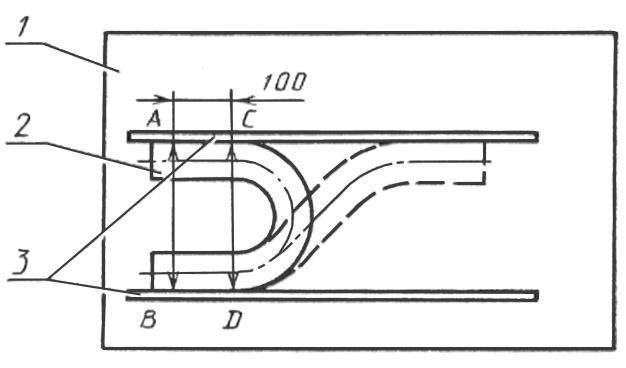
1 - контрольная плита; 2 - изделие; 3 - поверочные линейки
Черт.16
4.4. Термостойкость труб и фасонных частей определяют по ГОСТ 25535-82, метод А. Изделия не должны иметь трещин и разрушений.
4.5. Испытание труб и фасонных частей внутренним гидравлическим давлением
4.5.1. Сущность метода заключается в определении целостности изделия в условиях воздействия внутреннего гидравлического давления.
4.5.2. Аппаратура и принадлежности
Установка для испытания изделий. Схема установки указана на черт.17.
Схема установки для испытания изделий внутренним гидравлическим давлением
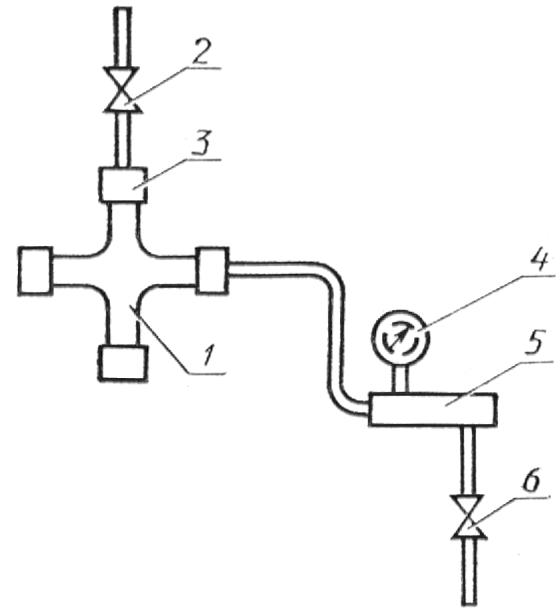
1 - изделие; 2 - кран для выпуска воздуха; 3 - заглушка; 4 - манометр; 5 - насос; 6 - кран для подачи воды
Черт.17
Насос по ГОСТ 15107-79*.
________________
* На территории Российской Федерации документ не действует. Действуют ТУ 2.8569027.001-89, ТУ 84-89 ШМАИ.063611.001, являющиеся авторской разработкой. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Манометр по ГОСТ 2405-80* с пределом измерений 2 МПа.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 2405-88. - Примечание изготовителя базы данных.
4.5.3. Проведение испытания
Изделие 1 монтируют в заглушки 3, открывают кран 6 и заполняют изделие водой. Затем открывают кран 2 и удаляют воздух из полости изделия. С помощью насоса 5 постепенно, без гидравлических ударов, внутри изделия создают давление, равное двойному рабочему давлению, и выдерживают изделие при этом давлении 2 мин.
При заданном давлении изделие не должно разрушаться.