ГОСТ 6032-89
(ИСО 3651/1-76,
ИСО 3651/2-76)
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛИ И СПЛАВЫ КОРРОЗИОННО-СТОЙКИЕ
Методы испытания на стойкость против межкристаллитной коррозии
Corrosion-resistant steels and alloys.
Methods for determination of intercrystalline corrosion resistance
ОКСТУ 0909
Срок действия с 01.07.1990
до 01.07.1995*
___________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации, метрологии
и сертификации. (ИУС N 4, 1993 год).
Примечание "Free Of Charge Document".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Минтяжмаш СССР
РАЗРАБОТЧИКИ
И.Г.Воликова (руководитель темы), канд. техн. наук; В.В.Грязнов; Ю.Б.Якимович; П.А.Харин, канд. техн. наук; Ю.С.Сидоркина, канд. техн. наук; Б.В.Лебедев, Н.А.Абугина, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 17.11.89 N 3397
3. СРОК ПЕРВОЙ ПРОВЕРКИ - 01.07.95
4. СТАНДАРТ ПОЛНОСТЬЮ СООТВЕТСТВУЕТ ИСО 3651/1-76, ИСО 3651/2-76
5. ВЗАМЕН ГОСТ 6032-84
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
|
|
|
|
Приложение 3 |
|
1.17 |
|
1.16, 2.2, 8, приложение 7 |
|
Приложение 7 |
|
Приложение 7 |
|
2.2, 8, приложение 1 |
|
2.2, 5.2, 8, приложение 1, приложение 3, приложение 7 |
|
1.16, 2.2, 8 |
|
4.2, 8 |
|
1.16, 8 |
|
Вводная часть |
|
1.16, 8 |
|
2.2, 5.2, 6.2, приложение 1, приложение 2, приложение 3 |
|
1.7, 2.3, 14 |
|
5.2, 8 |
|
2.3.9 |
|
2.3.9 |
|
6.2, приложение 7 |
|
8, приложение 1 |
|
2.3.7 |
|
4.2, 8 |
|
2.2, 8, приложение 1 |
|
8, приложение 2, приложение 7 |
|
Приложение 4 |
7. ПЕРЕИЗДАНИЕ
Настоящий стандарт устанавливает методы испытаний стойкости против межкристаллитной коррозии металлопродукции из коррозионно-стойких сталей и сплавов, в том числе двухслойных, сварных соединений, наплавленного металла и металла шва.
Стандарт распространяется на стали ферритного класса марок 08Х17Т, 15Х25Т; аустенитно-мартенситного класса марок 20Х13Н4Г9, 09Х15Н8Ю, 07Х16Н6, 09Х17Н7Ю, 09Х17Н7Ю1, 08Х17Н5М3; аустенитно-ферритного класса марок 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т; аустенитного класса марок 10Х14Г14Н3, 10Х14Г14Н4Т, 10Х14АГ15, 03Х16Н15М3, 03Х16Н15М3Б, 09Х16Н15М3Б, 12Х17Г9АН4, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 12Х18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н10Е, 03Х18Н11, 06Х18Н11, 03Х18Н12, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б, 07Х21Г7АН5, 03Х21Н21М4ГБ, сплавы на железоникелевой основе марок 06ХН28МДТ, 0ЗХН28МДТ по химическому составу соответствующие требованиям ГОСТ 5632. Настоящий стандарт может быть распространен на коррозионно-стойкие стали и сплавы других марок тех же классов.
В зависимости от химического состава (марки) стали или сплава и их назначения выбирают один из методов определения стойкости против межкристаллитной коррозии AM, АМУ, АМУФ, ВУ, ДУ.
Допускается проводить испытания одним из дополнительных методов В, ТЩК, Б, приведенных в приложениях 1-3. Методика проведения испытаний этими методами является обязательной.
В условных обозначениях методов буквы обозначают:
А, Б, В, Д - буквенное наименование методов;
М - проведение испытания в присутствии металлической меди в растворе;
Ф - проведение испытания в присутствии иона фтора в растворе;
У - проведение ускоренных испытаний;
ДУ - проведение усовершенствованных испытаний;
ТЩК - проведение испытания травлением в щавелевой кислоте.
1. ОБРАЗЦЫ
1.1. Заготовки для образцов вырезают:
из листа толщиной не более 10 мм, ленты и проволоки - из любого места;
из листа толщиной более 10 мм - из поверхностных слоев;
из сортового и фасонного проката круглого, квадратного и шестигранного - из осевой зоны в продольном направлении, из других видов - из любого места;
из трубной заготовки - из осевой зоны в продольном или поперечном направлении;
из труб - из любого места;
из поковок - из напусков или тела поковки;
из отливок - из приливов или отдельно отлитых образцов.
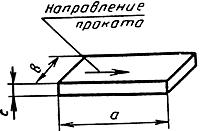
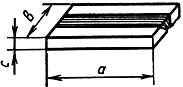
1.2. Образцы из заготовок изготовляют следующих видов:
из листа, ленты, проволоки, сортового и фасонного проката, трубной заготовки, поковок, отливок, металла шва, наплавленного металла - плоские (см. табл.1); допускается изготовление цилиндрических образцов из цилиндрических заготовок диаметром не более 10 мм, а для испытания по методу ДУ - из всех вышеперечисленных видов металлопродукции;
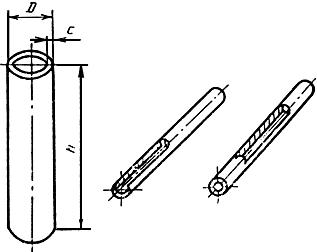
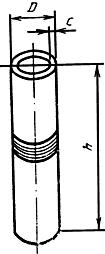
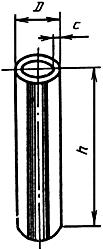
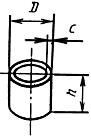
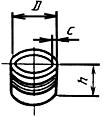
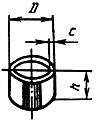
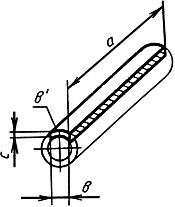
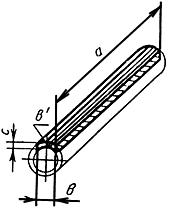
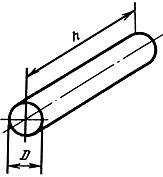
из труб - плоские, сегменты, кольца ( ), патрубки (
), патрубки ( ) (см. табл.1), где
) (см. табл.1), где  - наружный диаметр, мм;
- наружный диаметр, мм;  - высота, мм;
- высота, мм;
допускается:
кольца и патрубки из труб с номинальной толщиной стенки не более 1,5 мм подвергать развертке, выпрямлению, сплющиванию с последующей обрезкой сторон для получения плоского образца;
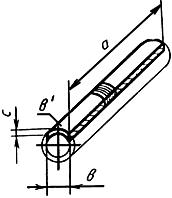
в патрубках с номинальным наружным диаметром не более 5 мм удалять на 1/2 окружности стенку патрубка с одного из его концов или в средней части на 1/2 длины патрубка (см. табл.1) при испытании всеми методами, кроме ДУ;
из двухслойного проката и биметаллических труб - такие же, как из листового проката и труб соответственно; образцы изготовляют из плакирующего слоя после удаления механической обработкой основного и переходного слоев, а для испытаний по методу ДУ дополнительно удаляется и плакирующий слой на глубину не менее 0,5 мм со стороны, примыкающей к основному слою; полноту удаления основного слоя определяют, выдерживая образец 3-5 мин при комнатной температуре в растворе, приведенном в п.2.2.1.
Таблица 1
Вид образца |
Несварной образец |
Сварной образец |
|
Тип 1 |
Тип 2 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Примечание. Из наплавленного металла и металла шва изготовляют образцы, аналогичные плоскому несварному образцу.
1.3. Размер образцов для испытаний методами AM, АМУ, АМУФ, В, ВУ должен обеспечивать возможность:
изгиба на угол (90±3)° плоского образца, сегмента, цилиндра диаметром не более 8 мм и патрубка диаметром не более 5 мм;
сплющивания и раздачу на конус кольца, патрубка диаметром более 5 мм;
осмотра поверхности изгиба на участке, ширина которого позволяет надежно выявить межкристаллитные трещины.
Размеры образцов для испытания методом ДУ должны удовлетворять следующим требованиям:
наибольший размер образца должен быть в направлении проката;
длина плоского образца и сегмента или высота цилиндра и патрубка должны быть не меньше двойной ширины или соответственно диаметра;
толщина плоского образца должна быть меньше его ширины;
отношение площади меньших боковых поверхностей для плоского образца и сегмента и площади торцов для цилиндра и патрубка ко всей площади поверхности образца должно быть не более 15%.
Формулы расчета соотношения размеров образцов для метода ДУ, удовлетворяющие указанным требованиям, приведены в приложении 4.
1.4. Изготовление из заготовки образцов требуемой толщины проводится механической обработкой заготовки:
из листа - с одной из поверхностей, при наличии обработанной поверхности металл удаляют с этой поверхности;
из сортового и фасонного проката, поковок, отливок, трубной заготовки с любой из поверхностей;
из труб тепло- и холоднодеформированных - с наружной поверхности;
из труб горячекатаных - с одной или обеих поверхностей.
При наличии условий работы трубы металл удаляется со стороны, не соприкасающейся с рабочей средой.
Допускается для листа из сталей аустенитного класса толщиной более 10 мм при испытании методами AM, АМУ, АМУФ, В, ВУ вырезать образцы по сечению.
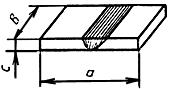
1.5. Из сварных стыковых соединений изготовляют образцы видов и типов (см. табл.1):
из сварных соединений листа, сортового и фасонного проката, отливок, поковок - плоские типа 1 или 2;
из электросварных труб - кольца, патрубки, сегменты типа 2;
из кольцевых сварных соединений труб - сегменты, кольца или патрубки типа 1;
из сварных соединений двухслойных сталей после удаления основного и переходных слоев металла изготавливают такие же образцы, как из сварных соединений листа и труб.
Методами AM, АМУ, АМУФ, ВУ, В испытывают сварные образцы типа 1 или 2, методом ДУ - типа 2.
1.6. В сварных образцах (см. табл.1 типы 1, 2) усиление сварного шва удаляют механическим способом, при этом допускается обработка всей поверхности на глубину не более 1 мм.
Доведение сварного соединения или сварного образца до требуемой толщины производится механическим удалением металла со стороны поверхности, не обращенной к коррозионной среде, при отсутствии таких данных - со стороны поверхности, на которой металл шва подвергается наименьшему сварочному нагреву.
Уменьшение толщины стенки сварных образцов из труб проводится по п.1.4.
1.7. Покрытые электроды, сварочную проволоку и наплавочную ленту контролируют, испытывая наплавленный металл или металл сварного шва, выполненные указанными присадочными материалами.
Наплавленный металл испытывают на плоских образцах (см. табл.1), вырезанных из верхних слоев многослойной наплавки, выполненной по ГОСТ 6996 контролируемыми сварочными материалами (нижние неиспользуемые слои наплавки допускается выполнять другими присадочными материалами аналогичного химического состава). При использовании пластины для наплавки, близкой по химсоставу наплавленному металлу, количество неиспользуемых нижних слоев может быть уменьшено до трех.
Металл сварного шва испытывают на плоских образцах, целиком вырезанных только из верхних слоев многослойного шва контролируемого сварного соединения. Ширина металла шва в месте отбора образца должна быть не менее 15 мм. Пластины для сварного соединения должны быть из коррозионно-стойкой стали того же класса и близкого химического состава, что и металл шва. Допускается использовать пластины из коррозионно-стойких сталей других классов или марок при условии предварительной трехслойной наплавки контролируемыми (или аналогичными по химическому составу) присадочными материалами подлежащих сварке кромок пластин.
При использовании тонких пластин для обеспечения требуемой ширины сварного шва допускается применение подкладок из той же стали, что и пластины (в случае предварительной наплавки кромок аналогичная наплавка выполняется и на поверхности подкладки).
Допускается металл сварного шва испытывать на плоских сварных образцах (см. табл.1 тип 1 или 2), изготовленных из контрольных сварных соединений стойкой против межкристаллитной коррозии стали, сварка которой выполнена присадочными материалами, предназначенными для сварки этой стали.
1.8. Рекомендуемые размеры всех указанных видов образцов для испытания методами AM, АМУ, АМУФ, ВУ, ДУ, В приведены в приложении 5. Допускаются другие размеры образцов.
1.9. Для испытания методами AM, АМУ, АМУФ, ВУ, В листа, труб, сорта, проволоки, ленты изготовляют:
из аустенитных сталей и сплавов - один комплект образцов (не менее двух штук);
из ферритных, аустенитно-мартенситных, аустенитно-ферритных сталей - два комплекта образцов (не менее четырех штук), один из которых контрольный;
из каждой контролируемой поковки, отливки, сварного соединения, наплавленного металла, металла шва всех указанных классов сталей и сплавов не менее четырех образцов, два из которых контрольные.
Контрольные образцы изгибают на угол (90±3)° и не подвергают кипячению в растворе (при необходимости контроля обеих поверхностей образец изгибают Z-образно).
Для испытания методом ДУ изготовляют для всех классов сталей из всех указанных видов металлопродукции, в том числе из сварных соединений, наплавленного металла и металла шва - один комплект образцов (но не менее двух штук).
1.10. Нестабилизированные стали (не содержащие титан или ниобий) с предельно допустимой массовой долей углерода не менее 0,030%, применяемые в состоянии поставки, испытывают на образцах в состоянии поставки, если нет дополнительных указаний в нормативно-технической документации на металлопродукцию.
Стабилизированные стали и сплавы (содержащие титан и ниобий) и нестабилизированные стали и сплавы с предельно допустимой массовой долей углерода не более 0,030%, применяемые в состоянии поставки, испытывают на образцах, изготовленных из заготовок металлопродукции, подвергнутых дополнительному провоцирующему нагреву по режимам, приведенным в табл.2.
В случае применения металлопродукции после термической обработки, отличающейся от состояния поставки, испытания проводят на образцах, изготовленных из заготовок, подвергнутых такой же термообработке и дополнительному провоцирующему нагреву по режимам, приведенным в табл.2 (сварные соединения провоцирующему нагреву не подвергают).
Таблица 2
Режим нагрева |
|||
Марка стали и сплава |
Температура, °С |
Продолжи- |
Среда охлаждения |
|
|
|
|
08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т |
540-560 |
60±3 |
Воздух |
03Х21Н21М4ГБ, 03Н28МДТ |
690-710 |
60±3 |
Воздух |
06ХН28МДТ |
690-710 |
20±3 |
Воздух |
Все остальные стабилизированные и нестабилизированные стали с содержанием массовой доли углерода не более 0,030%* |
640-660 |
60±3 |
Воздух |
________________ | |||
Образцы, изготовленные из отливок нестабилизированных сталей или сплавов, подвергают такой же термической обработке, как и изделия из этих отливок, а образцы из отливок стабилизированных сталей или сплавов еще дополнительно провоцирующему нагреву.
Допускается по согласованию потребителя с изготовителем проводить провоцирующий нагрев по другим режимам.
Провоцирующему нагреву подвергают заготовки для образцов.
Допускается подвергать провоцирующему нагреву образцы.
При разногласиях в оценке результатов испытаний провоцирующему нагреву подвергают заготовки для образцов.
Предварительно обезжиренные заготовки загружают в печь, нагретую до температуры провоцирующего нагрева.
1.11. Стали, применяемые в нагартованном или полунагартованном состоянии, испытывают на образцах без провоцирующего нагрева.
1.12. Допускается на предприятиях-изготовителях сварных изделий вместо испытания образцов с провоцирующим нагревом испытывать стали и сплавы на сварных образцах, контролируя зону термического влияния.
1.13. Стали и сплавы, подвергнутые повторной термообработке, отличной от провоцирующего нагрева, после этой термообработки испытывают по п.1.10 как новую партию металла.
1.14. При контроле сварных соединений, которые в процессе изготовления оборудования подвергаются термической обработке, изменяющей свойства металла, испытания проводят на сварных образцах, подвергнутых такой же термической обработке.
1.15. При испытании методами AM, АМУ, АМУФ, ВУ, В окалина, образовавшаяся на поверхности образцов после закалки или провоцирующего нагрева, до шлифовки или полировки должна быть удалена химическим или электрохимическим травлением, (при испытании по методу ДУ только химическим травлением) или механическим способом. При этом допускается обработка всей поверхности на глубину не более 1 мм.
Химическое травление образцов из сталей аустенитного, аустенитно-ферритного, аустенитно-мартенситного классов и сплавов на железоникелевой основе проводят в растворе состава:
объем азотной кислоты плотностью 1,35 г/см по ГОСТ 4461 - (620±3) см;
по ГОСТ 4461 - (620±3) см;
масса фтористого аммония по ГОСТ 4518 - (76,0±0,1) г;
объем воды - (300±3) см;
температура (20±5) °С;
сталей ферритного класса - в растворе состава:
объем соляной кислоты плотностью 1,19 г/см по ГОСТ 3118 - (50±1) см;
объем азотной кислоты плотностью 1,35 г/см по ГОСТ 4461 (5,0±0,1) см;
объем воды - (50±1) см;
температура раствора - 50-60 °С
или электролитически в растворе состава:
объем ортофосфорной кислоты плотностью 1,68 г/см по ГОСТ 6552 - (34±1) см;
объем азотной кислоты плотностью 1,35 г/см по ГОСТ 4461 (11±1) см;
объем воды - (955±3) см;
плотность тока - (0,5-0,6)·10 А/м
А/м ;
;
температура - 40-50 °С.
Образцы травят до полного удаления окалины. После травления образцы тщательно промывают водой.
Допускается проводить химическое травление в других растворах и по другим режимам, обеспечивающим полное удаление окалины, а на стали, стойкой против межкристаллитной коррозии, также отсутствие преимущественного травления границ зерен и точечной коррозии.
При разногласиях в результатах испытаний травление проводят только, как указано в настоящем пункте.
1.16. Параметр шероховатости поверхности образцов Ra перед испытанием должен быть не более 0,8 мкм по ГОСТ 2789. До указанной шероховатости доводят контролируемые поверхности образцов, испытываемых по методам AM, АМУ, АМУФ, ВУ, В и всю поверхность образцов, испытываемых по методу ДУ. Требуемую шероховатость достигают полированием или шлифованием. Перегрев поверхности не допустим.
Допускается образцы из холоднодеформированных и теплодеформированных труб, холоднокатаной и холоднотянутой металлопродукции, а также металлопродукции со специальной отделкой поверхности не подвергать полировке или шлифовке, если нет иных указаний в стандартах на металлопродукцию.
1.17. Перед испытанием образцы маркируют. Номер выбивают или наносят электрокарандашом (на хрупких материалах) на одном или двух концах образца на расстоянии от 5 до 10 мм от торца.
1.18. Перед испытанием образцы обезжиривают органическими растворителями: четыреххлористым углеродом, ацетоном, бензином и др. качеством ч. д. а. Допускается не проводить обезжиривания образцов, загружаемых в сосуд непосредственно после травления и промывки.