
7.1 Отбор проб - по ГОСТ 8047.
7.2 Кондиционирование образцов перед испытанием и испытания проводят по ГОСТ 13523 при температуре воздуха (23±1) °С и относительной влажности воздуха (50±2)%. Продолжительность кондиционирования - не менее 24 ч.
Допускается испытывать образцы в помещениях при комнатных условиях, если время от момента окончания кондиционирования до момента окончания испытания образца не превышает 10 мин.
7.3 Для контроля качества картона по 5.1.3-5.1.8 от листов картона, отобранных в выборку от единиц продукции по 6.2, произвольно отбирают десять листов, исключая по два верхних и нижних листа в кипе.
От каждого рулона, отобранного в выборку по 6.2, отрезают лист картона длиной 1 м на глубине 2-3 см от упаковки.
Визуально осматривают с двух сторон каждый лист, отмечают дефекты по 5.1.4, 5.1.5, 5.1.8 и проводят измерения металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 с погрешностью не более 1 мм.
7.4 Размеры и косину листов определяют по ГОСТ 21102. Ширину листов картона и рулонов измеряют вдоль направления гофров.
7.5 Для определения величины коробления картона по 5.1.6 каждый лист картона, отобранный по 7.3, кладут на ровную горизонтальную плоскость выпуклой стороной кверху и измеряют линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 максимальное отклонение листа картона от горизонтальной плоскости.
Величину коробления листа  , мм/м, вычисляют по формуле
, мм/м, вычисляют по формуле
 , (1)
, (1)
где  - максимальное отклонение листа картона от горизонтальной плоскости, мм;
- максимальное отклонение листа картона от горизонтальной плоскости, мм;
 - фактическая ширина листа картона, м.
- фактическая ширина листа картона, м.
За результат испытания принимают среднеарифметическое значение полученных определений. Результат, пересчитанный на 1 м длины листа, округляют с точностью до целого числа.
7.6 Профиль высоты гофров по 4.3, 5.1.7 контролируют в любом месте листа картона, отобранного по 7.3. На расстоянии не менее 10 см от его кромок делается разрез перпендикулярно к направлению гофра. Плоскость разреза должна быть перпендикулярна к плоскости листа картона. Не допускается смятие гофрированных и плоских слоев при разрезании.
7.7 Размеры гофров по 4.3 определяют в любом месте каждого из 10 листов пробы картона, отобранной по 7.1.
Делают разрез на листе картона, как указано в 7.6. Измерения высоты и шага гофра проводят металлическим штангенциркулем по ГОСТ 166 с погрешностью не более 0,1 мм.
За результат испытания принимают среднеарифметическое значение полученных измерений, округленное до первого десятичного знака.
7.8 Метод определения удельного сопротивления разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180° по линии рилевки
Сущность метода заключается в определении усилия, вызывающего разрушение образца картона под действием нагрузки после выполнения одного двойного перегиба на 180° по линии рилевки.
7.8.1 Аппаратура для смятия гофров и рилевания:
- устройство (рисунок 2), состоящее из рилевочной части, в которую устанавливают комплект муфт для смятия гофров и рилевания образцов;
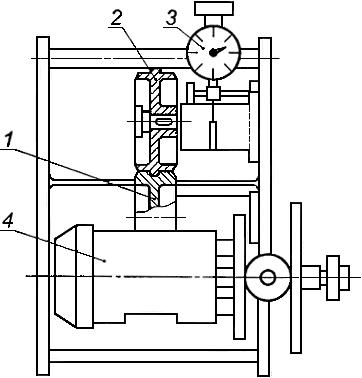
1, 2 - муфты для смятия гофров или рилевания; 3 - приспособление для регулирования зазора между муфтами;
4 - приводное устройство для регулирования скорости смятия гофров и рилевания
Рисунок 2 - Устройство для смятия гофров и рилевания образцов
- приспособления для регулирования зазора между муфтами;
- приводного устройства для регулирования скорости смятия гофров и рилевания образцов;
- комплект муфт для смятия гофров, включающий две муфты, как указано на рисунке 3;
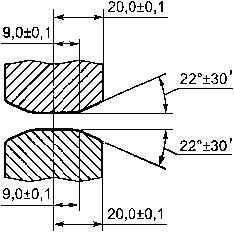
Рисунок 3 - Комплект муфт для смятия гофров
- комплект муфт для рилевания образцов, включающий две муфты, одну с выемкой, другую с выступом, как указано на рисунке 4.
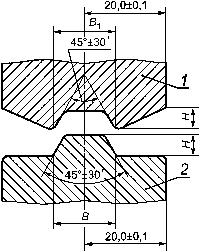
1 - муфта с выемкой; 2 - муфта с выступом
Рисунок 4 - Комплект муфт для рилевания образцов
Размеры комплектов муфт для рилевания образцов должны соответствовать указанным в таблице 5.
Таблица 5
Номер комплекта муфт для рилевания |
|
|
|
1 |
2,3 |
4,5 |
0,8 |
2 |
4,0 |
6,1 |
1,4 |
3 |
5,7 |
8,3 |
2,0 |
4 |
7,9 |
10,9 |
2,8 |
5 |
11,3 |
15,3 |
4,0 |
Устройство для рилевания образцов должно обеспечивать свободный съем и установку муфт, их центрирование в вертикальной плоскости относительно друг друга;
- разрывная машина по ГОСТ ИСО 1924-1 с приложением нагрузки от 200 до 2500 Н и расстояниями между зажимами: (150±1) или (100±1), или (50±1) мм;
- нож с ограничителем для нарезания образцов картона длиной от (50±1) до (250±1) мм и шириной от (25±1) до (50±1) мм, обеспечивающий параллельность сторон и чистоту обреза кромок;
- толщиномеры по ГОСТ 22186 или ГОСТ 27015.
7.8.2 Подготовка к испытанию
Из отобранных 10 листов пробы по 7.1 вырезают из каждого по одному образцу длиной (250±1) мм, шириной (200±1) мм так, чтобы больший размер был перпендикулярен к направлению гофров.
Образцы должны быть без вмятин, нескленных участков и разрывов плоских слоев картона, с ровными краями обреза.
Образцы нумеруют и определяют толщину по ГОСТ 22186 или ГОСТ 27015.
Устанавливают расстояние между зажимами разрывной машины, равное 150 мм. Допускается устанавливать расстояние 100 или 50 мм. Скорость нагружения подбирают так, чтобы разрыв образцов наступил через (20±5) с с момента приложения нагрузки.
7.8.3 Проведение испытания
Испытания проводят в условиях по 7.1.
Нанесение линий рилевок на образец проводят в следующей последовательности. В рилевочной части устройства устанавливают комплект муфт для смятия гофров с зазором между ними не более 0,5 толщины картона, подвергаемого испытанию, и проводят смятие гофров в образце картона (в нескольких местах). Толщину картона определяют по ГОСТ 27015.
Смятие гофров и рилевание проводят с линейной скоростью (50±5) м/мин.
При смятии гофров и при рилевании разрыв плоских слоев картона кромками муфт не допускается. При разрыве картона уточняют величину зазора между муфтами, после чего проводят повторное рилевание образцов, вырезанных из тех же пробных листов.
Допускается испытывать образцы с рилевкой, полученной на гофроагрегате.
После снятия муфт для смятия гофров в рилевочной части устройства устанавливают комплект муфт для рилевания образца с зазором между ними, равным толщине картона по линии смятия в сочетании: верхняя - с выемкой, нижняя - с выступом. Выбор комплекта муфт проводят в соответствии с таблицей 6 в зависимости от толщины картона после смятия.
Таблица 6
Толщина, мм |
Номер комплекта муфт для рилевания |
До 2,5 |
1 |
От 2,5 до 3,4 |
2 |
От 3,5 до 4,4 |
3 |
От 4,5 до 6,0 |
4 |
Св. 6,0 |
5 |
От каждого образца вырезают полоски шириной (25±1) мм или (50±1) мм и проводят рилевание по линии смятия.
Линия рилевки должна находиться посередине линии смятия полоски. Для испытания от каждого образца отбирают одну (вторую по счету) полоску с рилевкой, исключая крайние. Полоски нумеруют тем же номером, что и образец, из которого они вырезаны. Перед испытанием на разрыв каждую полоску подвергают вручную одному двойному перегибу по линии рилевки на 180°. Если происходит разрушение полоски после перегиба, испытание прекращают и считают, что картон не выдержал испытание.
Полоску закрепляют в зажимах разрывной машины без перекоса, нагружают ее до разрушения и отсчитывают значение разрушающего усилия в Н (кгс) с точностью до одного деления шкалы разрывной машины.
Результаты испытаний полосок, разорвавшихся не по линии рилевки, не учитывают. Повторно испытывают полоски, вырезанные из тех же образцов картона.
7.8.4 Обработка результатов
Разрушающее усилие  в ньютонах по линии рилевки вычисляют как среднеарифметическое значение десяти определений. Результат округляют с точностью до 10 Н.
в ньютонах по линии рилевки вычисляют как среднеарифметическое значение десяти определений. Результат округляют с точностью до 10 Н.
Удельное сопротивление разрыву с приложением разрушающего усилия вдоль гофров по линии рилевки после выполнения одного двойного перегиба на 180° по линии рилевки  , кН/м, вычисляют по формуле
, кН/м, вычисляют по формуле
 , (2)
, (2)
где - разрушающее усилие, Н;
- ширина образца, равная 0,025 или 0,05 м.
Результат округляют с точностью до целого числа.
Относительная погрешность определения разрушающего усилия и удельного сопротивления разрыву составляет не более 4% при доверительной вероятности 0,95.
За результат испытания принимают среднеарифметическое значение десяти полученных измерений.
 0,1
0,1 0,1
0,1  0,1
0,1