
5.1 Допуски линейных размеров отливок, изменяемых и неизменяемых обработкой, должны соответствовать указанным в таблице 1. Для наклонных, конических и фасонных поверхностей, заданных координатами от одной базы или поверхности, допускается устанавливать допуски на номинальное значение наибольшего из размеров.
Таблица 1 - Допуски линейных размеров отливок
В миллиметрах
|
Номинальный размер |
Допуск размеров отливок, не более, для классов точности |
|||||||||||||||||||||
|
|
1 |
2 |
3т |
3 |
4 |
5т |
5 |
6 |
7т |
7 |
8 |
9т |
9 |
10 |
11т |
11 |
12 |
13т |
13 |
14 |
15 |
16 |
|
До 4 включ. |
0,06 |
0,08 |
0,10 |
0,12 |
0,16 |
0,20 |
0,24 |
0,32 |
0,40 |
0,50 |
0,64 |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
- |
- |
- |
- |
- |
- |
|
Св. 4 до 6 включ. |
0,07 |
0,09 |
0,11 |
0,14 |
0,18 |
0,22 |
0,28 |
0,36 |
0,44 |
0,56 |
0,70 |
0,90 |
1,10 |
1,40 |
1,8 |
2,2 |
2,8 |
- |
- |
- |
- |
- |
|
Св. 6 до 10 включ. |
0,08 |
0,10 |
0,12 |
0,16 |
0,20 |
0,24 |
0,32 |
0,40 |
0,50 |
0,64 |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
- |
- |
- |
|
Св. 10 до 16 включ. |
0,09 |
0,11 |
0,14 |
0,18 |
0,22 |
0,28 |
0,36 |
0,44 |
0,56 |
0,70 |
0,90 |
1,10 |
1,40 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
- |
- |
|
Св. 16 до 25 включ. |
0,10 |
0,12 |
0,16 |
0,20 |
0,24 |
0,32 |
0,40 |
0,50 |
0,64 |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
|
Св. 25 до 40 включ. |
0,11 |
0,14 |
0,18 |
0,22 |
0,28 |
0,36 |
0,44 |
0,56 |
0,70 |
0,90 |
1,10 |
1,40 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
|
Св. 40 до 63 включ. |
0,12 |
0,16 |
0,20 |
0,24 |
0,32 |
0,40 |
0,50 |
0,64 |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
|
Св. 63 до 100 включ. |
0,14 |
0,18 |
0,22 |
0,28 |
0,36 |
0,44 |
0,56 |
0,70 |
0,90 |
1,10 |
1,40 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
|
Св. 100 до 160 включ. |
0,16 |
0,20 |
0,24 |
0,32 |
0,40 |
0,50 |
0,64 |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
|
Св. 160 до 250 включ. |
- |
- |
0,28 |
0,36 |
0,44 |
0,56 |
0,70 |
0,90 |
1,10 |
1,40 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
22,0 |
|
Св. 250 до 400 включ. |
- |
- |
0,32 |
0,40 |
0,50 |
0,64 |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24,0 |
|
Св. 400 до 630 включ. |
- |
- |
- |
- |
0,56 |
0,70 |
0,90 |
1,10 |
1,40 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
22,0 |
28,0 |
|
Св. 630 до 1000 включ. |
- |
- |
- |
- |
- |
0,80 |
1,00 |
1,20 |
1,60 |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24,0 |
32,0 |
|
Св. 1000 до 1600 включ. |
- |
- |
- |
- |
- |
- |
- |
1,40 |
1,8 |
2,2 |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
22,0 |
28,0 |
36,0 |
|
Св. 1600 до 2500 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
2,0 |
2,4 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24,0 |
32,0 |
40,0 |
|
Св. 2500 до 4000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,8 |
3,6 |
4,4 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
22,0 |
28,0 |
36,0 |
44,0 |
|
Св. 4000 до 6300 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24,0 |
32,0 |
40,0 |
50,0 |
|
Св. 6300 до 10000 включ. |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
7,0 |
10,0 |
12,0 |
16,0 |
20,0 |
24,0 |
32,0 |
40,0 |
50,0 |
64,0 |
|
Св. 10000 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,0 |
12,0 |
16,0 |
20,0 |
24,0 |
32,0 |
40,0 |
50,0 |
64,0 |
80,0 |
5.2 Допуски размеров элементов отливки, образованных двумя полуформами или полуформой и стержнем (ВР2), следует устанавливать соответствующими классу размерной точности отливки. Допуски размеров, образованных одной частью литейной формы или одним стержнем (ВР1), следует устанавливать на 1, 2 класса точнее. Допуски размеров, образованных тремя и более частями литейной формы, несколькими стержнями или подвижными элементами формы, а также допуски толщины стенок, являющиеся замыкающим звеном двух размеров (ВР3), следует устанавливать на 1, 2 класса грубее (рисунок 4).
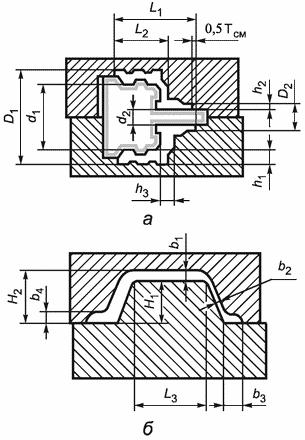
Размеры вида: ВР1 -  ,
,  ,
,  ,
,  ; ВР2 -
; ВР2 -  ,
,  ,
,  ,
,  ,
,  ,
,  ; ВР3 -
; ВР3 -  ,
,  ,
,  ,
, 
Рисунок 4*
________________
* Измененная редакция, Изм. N 2.
5.3 Допуски линейных размеров отливок от предварительно обработанной поверхности до литой поверхности должны соответствовать допускам, указанным в таблице 1. Классы их точности и обозначения на чертежах устанавливают в стандартах предприятий.
5.4 Допуски угловых размеров в пересчете на линейные размеры не должны превышать значения, установленные в таблице 1 для линейных размеров соответствующих классов точности.
5.5 Допуски формы поверхностей отливок (отклонения от прямолинейности, плоскостности, параллельности, перпендикулярности, заданного профиля) в диаметральном выражении должны соответствовать указанным в таблице 2.
Таблица 2 - Допуски формы поверхностей отливок
В миллиметрах
|
Номинальный размер нормируемого участка |
Допуск формы поверхностей элементов отливки, не более, для степеней коробления элементов отливки |
||||||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
До 125 включ. |
0,12 |
0,16 |
0,20 |
0,24 |
0,32 |
0,4 |
0,5 |
0,64 |
0,8 |
1,0 |
1,20 |
|
Св. 125 до 160 включ. |
0,16 |
0,20 |
0,24 |
0,32 |
0,4 |
0,5 |
0,64 |
0,8 |
1,0 |
1,20 |
1,6 |
|
Св. 160 до 200 включ. |
0,20 |
0,24 |
0,32 |
0,4 |
0,5 |
0,64 |
0,8 |
1,0 |
1,20 |
1,6 |
2,0 |
|
Св. 200 до 250 включ. |
0,24 |
0,32 |
0,4 |
0,5 |
0,64 |
0,8 |
1,0 |
1,20 |
1,6 |
2,0 |
2,40 |
|
Св. 250 до 315 включ. |
0,32 |
0,4 |
0,5 |
0,64 |
0,8 |
1,0 |
1,20 |
1,6 |
2,0 |
2,40 |
3,2 |
|
Св. 315 до 400 включ. |
0,4 |
0,5 |
0,64 |
0,8 |
1,0 |
1,20 |
1,6 |
2,0 |
2,40 |
3,2 |
4,0 |
|
Св. 400 до 500 включ. |
0,5 |
0,64 |
0,8 |
1,0 |
1,20 |
1,6 |
2,0 |
2,40 |
3,2 |
4,0 |
5,0 |
|
Св. 500 до 630 включ. |
0,64 |
0,8 |
1,0 |
1,20 |
1,6 |
2,0 |
2,40 |
3,2 |
4,0 |
5,0 |
6,4 |
|
Св. 630 до 800 включ. |
0,8 |
1,0 |
1,20 |
1,6 |
2,0 |
2,40 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
|
Св. 800 до 1000 включ. |
1,0 |
1,20 |
1,6 |
2,0 |
2,40 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
|
Св. 1000 до 1200 включ. |
1,20 |
1,6 |
2,0 |
2,40 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |