
4.1 Номинальный размер отливки следует принимать равным номинальному размеру детали для необрабатываемых поверхностей (рисунок 1) и сумме среднего размера детали и половине общего припуска на обработку для обрабатываемых поверхностей при одностороннем припуске (рисунок 2) и двухстороннем припуске (типа тел вращения или взаимно-противоположных поверхностей) (рисунок 3).
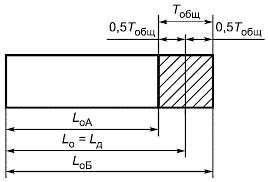
 - номинальный размер детали;
- номинальный размер детали;  - номинальный размер отливки;
- номинальный размер отливки;  - наименьший размер отливки;
- наименьший размер отливки;  - наибольший размер отливки;
- наибольший размер отливки;  - общий допуск отливки
- общий допуск отливки
Рисунок 1
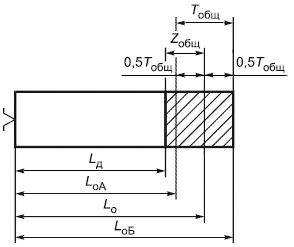
 - общий припуск; , , , , - см. рисунок 1
- общий припуск; , , , , - см. рисунок 1
Рисунок 2
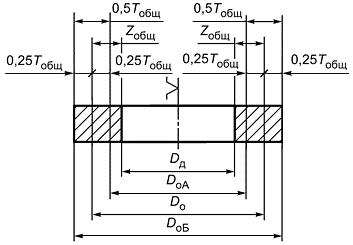
 ,
,  - номинальный размер детали, отливки;
- номинальный размер детали, отливки;  ,
,  - наименьший и наибольший размер отливки; , - см. рисунки 1, 2
- наименьший и наибольший размер отливки; , - см. рисунки 1, 2
Рисунок 3
4.2 Номинальную массу отливки следует принимать равной массе отливки с номинальными размерами.
Методику определения номинальной массы устанавливают в стандартах предприятий.
4.3 При определении номинальных размеров отливок учитывают технологические напуски.
Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
4.4 Нормы точности устанавливают на отливку в целом, отдельные ее поверхности и размеры.
4.5 Точность отливки в целом характеризуют классом размерной точности отливки, степенью коробления, степенью точности поверхностей, классом точности массы, допуском смещения.
Для обрабатываемых отливок обязательному указанию подлежат все параметры точности отливок, для необрабатываемых отливок допускается не указывать степень коробления отливки. Использование других показателей точности отливок, а при необходимости и специфические требования к точности литых деталей в зависимости от их назначения и условий эксплуатации регламентируют в стандартах предприятий.
(Измененная редакция, Изм. N 2).
4.6 Нормы точности отливок: классы размерной точности, степень коробления, степень точности поверхностей, классы точности масс, а также ряды припусков на обработку для различных технологических процессов и условий изготовления и обработки отливок приведены в приложениях А-Ж.
На отдельные размеры и поверхности отливок допускается устанавливать более жесткие нормы точности, чем в целом на отливку.
4.7 На чертеже отливки (или чертеже детали с нанесенными размерами отливки) следует указывать измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.