
ПРИЛОЖЕНИЕ 3
Рекомендуемое
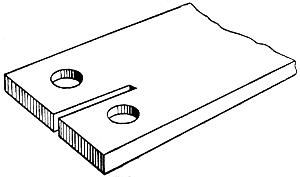
1. Контакт-детали, имеющие два и более отверстия под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975, ЦИАТИМ-221 по ГОСТ 9433 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
(Измененная редакция, Изм. N 3).
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на электротехнические устройства конкретных видов.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
5. Расположение и размер отверстий под болты в контакт-деталях разборных контактных соединений рекомендуется принимать в соответствии с ГОСТ 21242.
По согласованию с потребителем допускается выполнение овальных отверстий.
(Введен дополнительно, Изм. N 2).