
3.1. Правила приемки - по ГОСТ 17769-83 для изделий грубой точности (класса точности С).
Контроль качества покрытий проводится по одноступенчатому плану при уровне контроля S-2 и приемочном уровне дефектности 4% по ГОСТ 18242-72*.
________________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99**.
_______________
** На территории Российской Федерации с 01.06.2007 действует ГОСТ Р ИСО 2859-1-2007. - Примечание изготовителя базы данных.
3.2. От каждой предъявленной к сдаче партии отбираются шайбы для проверки:
а) внешнего вида;
б) размеров;
в) твердости;
г) вязкости;
д) пружинящих свойств;
е) качества покрытия.
3.1, 3.2. (Измененная редакция, Изм. N 3).
3.3. Внешний вид шайб проверяется осмотром невооруженным глазом или с применением лупы 2,5-3-кратного увеличения.
(Измененная редакция, Изм. N 2).
3.4. Размеры шайб проверяют универсальными измерительным инструментом или калибрами, аттестованными совместно с методиками измерения в порядке, установленном ГОСТ 8.010-90*.
________________
* На территории Российской Федерации действует ГОСТ Р 8.563-96.
3.5. Определение твердости - по ГОСТ 9013-59. Расстояние от центра отпечатка до края шайбы должно быть равно половине размера " ". Твердость шайб номинальными диаметрами от 2 до 5 мм не контролируется. Для шайб с <6 мм допускаются заниженные на 10% значения твердости, при условии выполнения требований пп.2.10 и 2.11.
". Твердость шайб номинальными диаметрами от 2 до 5 мм не контролируется. Для шайб с <6 мм допускаются заниженные на 10% значения твердости, при условии выполнения требований пп.2.10 и 2.11.
3.6. Для испытания на вязкость шайбу одним концом зажимают в тисках, другой конец отгибают разводным ключом или рычагом с прорезью в сторону увеличения размеров  и
и  (черт.2, 3, 4). В процессе испытания должен быть выдержан размер
(черт.2, 3, 4). В процессе испытания должен быть выдержан размер  между губками тисков и ключом, равный 0,5 (
между губками тисков и ключом, равный 0,5 ( +2).
+2).
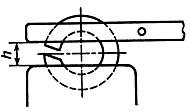
Черт.2
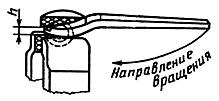
Черт.3
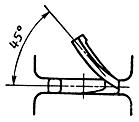
Черт.4
3.7. Испытание пружинящих свойств шайб проводится в следующем порядке:
а) шайбы трехкратно сжимаются до плоского состояния;
б) пружинные шайбы, не менее 10 шт., отделенные друг от друга плоскими шайбами, надеваются на стержень болта соответствующего диаметра и затягиваются гайкой до полного сжатия разведенных концов шайб.
В таком состоянии шайбы выдерживают в течение 24 ч.
3.8. Методы проверки качества покрытий - по ГОСТ 9.302-88.
3.4-3.8. (Измененная редакция, Изм. N 3).
3.9. Каждая партия шайб должна сопровождаться документом о качестве установленной формы с указанием:
наименования или товарного знака завода-изготовителя,
условного обозначения шайб,
результатов испытаний,
нетто партии, кг.
(Введен дополнительно, Изм. N 3).