
2.1. Испытание проводят путем плавного непрерывного загиба образца вокруг желобчатого ролика или оправки заданного радиуса  до определенного угла. Профиль желобка или оправки должен соответствовать наружному диаметру испытуемого образца. При наличии в нормативно-технической документации на трубы требований по ограничению величины овализации поперечного сечения трубы в процессе испытания допускается проводить испытания с применением внутренней оправки или наполнителя.
до определенного угла. Профиль желобка или оправки должен соответствовать наружному диаметру испытуемого образца. При наличии в нормативно-технической документации на трубы требований по ограничению величины овализации поперечного сечения трубы в процессе испытания допускается проводить испытания с применением внутренней оправки или наполнителя.
2.2. Угол загиба  образца принимают равным 90°, если в нормативно-технической документации на трубы не установлен другой угол.
образца принимают равным 90°, если в нормативно-технической документации на трубы не установлен другой угол.
2.3. Радиус загиба образца в виде отрезка трубы указывают в нормативно-технической документации на трубы. При отсутствии таких указаний радиус загиба труб из сталей с относительным удлинением не менее 21% устанавливают в соответствии с табл.1.
Таблица 1
Соотношение толщины стенки трубы |
Наружный диаметр трубы |
Радиус загиба |
0,1 и более |
До 50 |
2 |
|
Св. 50 |
3 |
|
Менее 0,1 |
До 60 включ. |
3 |
(Измененная редакция, Изм. N 2).
2.4. При испытании сварных труб положение сварного шва должно быть указано в нормативно-технической документации на изделие. Если это указание соответствует, сварной шов должен находиться в зоне сжатия и располагаться под углом 45° к плоскости изгиба.
2.5. Испытание металла шва и металла зоны термического влияния на загиб проводят по ГОСТ 6996-66.
2.6. Испытание на загиб продольных образцов проводят по ГОСТ 14019-2003.
Испытание на загиб поперечных образцов (черт.2) (полосы в виде части кольца) проводят по ГОСТ 14019-2003.
Загиб поперечных образцов
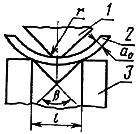
1 - оправка; 2 - поперечный образец; 3 - опора;  - расстояние между опорами
- расстояние между опорами
Черт.2
2.7. Радиусы оправки для загиба продольных полос и поперечных образцов в зависимости от толщины стенки трубы должны соответствовать указанным в табл.2. При этом растягивающим усилиям должна подвергаться сторона образца, являющаяся наружной поверхностью трубы.
Таблица 2
Толщина стенки трубы, мм |
Радиус оправки, мм |
1,0-1,2 |
2,5 |
1,4-1,5 |
3,0 |
1,6 |
3,5 |
1,8-2,0 |
4,0 |
2,2 |
4,5 |
2,5 |
5,0 |
2,8 |
5,5 |
3,0 |
6,0 |
3,2 |
6,5 |
3,5 |
7,0 |
4,0 |
7,5 |
4,5 |
8,5 |
5,0 |
9,0 |
5,5 |
9,5 |
6,0 |
10,5 |
6,5 |
11,0 |
7,0-7,5 |
12,0 |
Свыше 7,5 |
2 |
Загиб поперечных образцов производят таким образом, чтобы увеличилась начальная кривизна образца.
(Измененная редакция, Изм. N 1).
2.8. Образец считается выдержавшим испытание, если после загиба на нем не будет визуально обнаружено нарушение целостности металла с металлическим блеском.
Недопустимость гофров должна быть оговорена в нормативно-технической документации на трубы.
(Измененная редакция, Изм. N 2).
 , мм
, мм , мм
, мм  ,
,