
3.1. Для испытания применяют оправки с углом конусности 30; 45; 60; 90; 120°.
Примечания:
1. Допускается применять оправки с углами конусности 6 и 12°.
2. Допускается применять оправки с цилиндрической частью (черт.1). В этом случае диаметр цилиндрической части  в миллиметрах вычисляют во формуле
в миллиметрах вычисляют во формуле
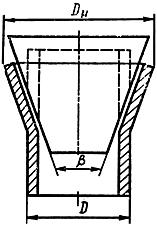
Черт.1
3.2. Рабочая поверхность оправки должна иметь твердость HRC 50, параметры шероховатости поверхности не ниже
50, параметры шероховатости поверхности не ниже  =20 мкм по ГОСТ 2789-73 и при испытании должна быть покрыта консистентной смазкой.
=20 мкм по ГОСТ 2789-73 и при испытании должна быть покрыта консистентной смазкой.
3.3. При испытании не допускается вращательное движение оправки или образца.
Скорость внедрения оправки в образец при разногласиях в оценке качества испытания должна быть 20-50 мм/мин.
3.4. Испытание проводят плавной раздачей конца образца оправкой с заданным углом конусности до получения у торца образца заданного наружного диаметра  (черт.2).
(черт.2).
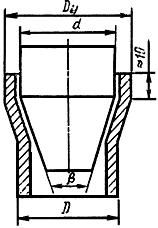
Черт.2