
4.1. Контроль соединительных частей по внешнему виду производят осмотром и сравнением с образцами-эталонами. Образцы-эталоны подбираются на каждый вид дефекта и утверждаются предприятием-изготовителем.
4.2. Проверку размеров резьбы производят резьбовыми калибрами по ГОСТ 1623-89.
(Измененная редакция, Изм. N 1).
4.3. Соосность осей нарезки резьбы соединительных частей контролируют измерением угла между отрезками труб, ввернутых плотно в соответствующие проходы соединительных частей.
4.4. Перпендикулярность торцевой плоскости оси прохода контролируют специальным угломером.
4.5. Соединительные части испытывают на прочность пробным гидравлическим давлением по ГОСТ 356-80 в течение времени, необходимого для осмотра, но не менее 2 мин.
У переходных соединительных частей давление определяют по большому проходу.
4.6. Соединительные части (за исключением футорок, соединительных гаек и контргаек) подвергают испытанию на непроницаемость воздухом при погружении в воду в течение времени, необходимого для обнаружения дефектов избыточным давлением, но не менее 5 с:
0,3 МПа ( 3 кгс/см
3 кгс/см ) для условных проходов не свыше
) для условных проходов не свыше  40 мм;
40 мм;
0,2 МПа (2 кгс/см) для условных проходов 50-100 мм.
Примечание. По соглашению между изготовителем и потребителем избыточное давление может быть увеличено до 1,6 МПа (16 кгс/см) для условных проходов не свыше 40 мм и до 1 МПа (10 кгс/см) для условных проходов 50-100 мм.
4.7. Контроль механических свойств материала соединительных частей должен производиться испытанием образцов-свидетелей по ГОСТ 1215-79.
При получении неудовлетворительных результатов испытания образцов-свидетелей соединительные части должны быть подвергнуты испытанию на раздачу конусом. Испытанию подвергают 5 соединительных частей каждого типоразмера.
Испытания на раздачу конусом производятся специальной оправкой, размеры которой должны соответствовать указанным на черт.4 и в табл.3.
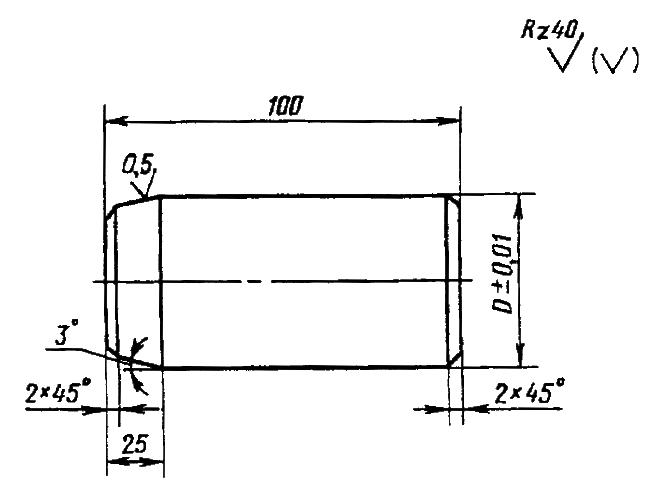
Черт.4
Таблица 3
мм
|
15 |
20 |
25 |
32 |
40 |
50 |
70 |
80 |
100 |
|
20,1 |
25,6 |
31,7 |
40,4 |
46,3 |
58,1 |
73,7 |
86,4 |
111,5 |
Твердость конической оправки должна быть не ниже HRC 45.
Величина раздачи определяется выходом торца изделия на цилиндрическую часть оправки.
Соединительные части с наружной резьбой (пробки, ниппели и т.п.), а также колпаки и соединительные гайки испытанию на раздачу конусом не подвергаются.
4.8. Качество цинкового покрытия проверяют погружением соединительных частей в нейтральный раствор медного купороса в воде (1 весовая часть CuSO на 5 весовых частей дистиллированной воды). Погружение производят 4 раза по 1 мин при температуре 15 °С. После каждого погружения соединительные части должны быть промыты водой и вытерты насухо. При этом поверхность, покрытая цинком, не должна омедняться (иметь покраснение).
на 5 весовых частей дистиллированной воды). Погружение производят 4 раза по 1 мин при температуре 15 °С. После каждого погружения соединительные части должны быть промыты водой и вытерты насухо. При этом поверхность, покрытая цинком, не должна омедняться (иметь покраснение).
