
ПРИЛОЖЕНИЕ 3
Справочное
Для определения коэффициента передачи следует использовать образцы размером  мм, где
мм, где  - радиус искривления поверхности в месте ее охвата рукой оператора,
- радиус искривления поверхности в месте ее охвата рукой оператора,  - толщина покрытия.
- толщина покрытия.
Коэффициент передачи следует определять при помощи установки, схема которой приведена на чертеже.
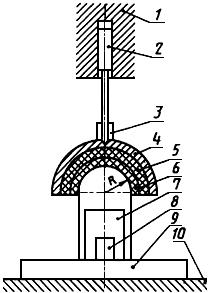
1 - корпус податчика; 2 - шток податчика; 3 - вибропреобразователь; 4 - обжимная матрица массой 0,2 кг;
5 - прокладка из листовой технической резины - пластина 8МБ-с по ГОСТ 7338;
6 - испытуемый образец; 7 - обжимной пуансон; 8 - вибропреобразователь; 9 - основание пуансона; 10 - вибростол
Образец должен охватывать полуцилиндр обжимного пуансона, при этом образец устанавливают таким образом, чтобы его большая сторона располагалась параллельно оси полуцилиндра обжимного пуансона и матрицы.
Стол генератора колебаний должен возбуждать гармонические колебания с частотами, соответствующими с точностью ±10% среднегеометрическим частотам по ГОСТ 17770 октавных полос.
Значения вибрационного параметра возбуждаемых колебаний должны находиться в пределах 1,2 ±40%, где
±40%, где  - стандартизованное по ГОСТ 17770 предельно допустимое значение вибрационного параметра в
- стандартизованное по ГОСТ 17770 предельно допустимое значение вибрационного параметра в  -октавной полосе частот. На обжимную матрицу должна действовать сила нажатия
-октавной полосе частот. На обжимную матрицу должна действовать сила нажатия  , устанавливаемая в соответствии с таблицей настоящего приложения и реализуемая посредством подачи в цилиндр пневмодатчика сжатого воздуха соответствующего давления.
, устанавливаемая в соответствии с таблицей настоящего приложения и реализуемая посредством подачи в цилиндр пневмодатчика сжатого воздуха соответствующего давления.
Виды машин |
Значение усилия нажатия |
Сверлильные машины, отбойные рубильные молотки, молотки для горячей клепки, перфораторы |
150 |
Молотки для легкой клепки |
80 |
Шлифовальные машины |
60 |
Прочие |
50 |
Оценку коэффициента передачи проводят следующим образом:
1. Для каждого характерного положения руки относительно испытуемой машины, приводящегося в технической документации на машину, следует определять корректирующий коэффициент  с доверительной вероятностью не менее 0,95 в пределах доверительного интервала ±40% среднеарифметического значения
с доверительной вероятностью не менее 0,95 в пределах доверительного интервала ±40% среднеарифметического значения
 ,
,
где  - среднеквадратическое значение вибрационного параметра в -октавной полосе частот, полученное при помощи вибропреобразователя 3 при нажатии через адаптер на образец из эталонного материала рукой с усилием, равным , при возбуждении стола с амплитудой вибрационного параметра
- среднеквадратическое значение вибрационного параметра в -октавной полосе частот, полученное при помощи вибропреобразователя 3 при нажатии через адаптер на образец из эталонного материала рукой с усилием, равным , при возбуждении стола с амплитудой вибрационного параметра  . Адаптер выполняют в виде изогнутой пластины из алюминиевого сплава с внутренним радиусом
. Адаптер выполняют в виде изогнутой пластины из алюминиевого сплава с внутренним радиусом  мм, шириной 30 мм, длиной 100 мм, толщиной 2 мм;
мм, шириной 30 мм, длиной 100 мм, толщиной 2 мм; - среднеквадратическое значение вибрационного параметра в -октавной полосе частот, полученной при помощи вибропреобразователя 3 при прижатии образца из эталонного материала с усилием, равным , обжимной матрицей через резиновую прокладку податчиком, схема которого представлена на чертеже, при возбуждении стола с амплитудой виброскорости .
- среднеквадратическое значение вибрационного параметра в -октавной полосе частот, полученной при помощи вибропреобразователя 3 при прижатии образца из эталонного материала с усилием, равным , обжимной матрицей через резиновую прокладку податчиком, схема которого представлена на чертеже, при возбуждении стола с амплитудой виброскорости .
В качестве эталонного материала принимают мягкую листовую резину 8МБ-А-м по ГОСТ 7338.
2. Для каждой марки материала с учетом его толщины и радиуса места обхвата при помощи установки, схема которой приведена на чертеже, определяют соответствующие коэффициенты передачи  (в каждой стандартизованной -октавной полосе частот по ГОСТ 17770):
(в каждой стандартизованной -октавной полосе частот по ГОСТ 17770):
 ;
; ,
,
где  - среднеквадратическое значение вибрационного параметра в -октавной полосе, определенное при помощи вибропреобразователя 3 при поджиме матрицы через резиновую прокладку податчиком;
- среднеквадратическое значение вибрационного параметра в -октавной полосе, определенное при помощи вибропреобразователя 3 при поджиме матрицы через резиновую прокладку податчиком; - среднеквадратическое значение вибрационного параметра в -октавной полосе, определенное при помощи вибропреобразователя 8 при поджиме матрицы через резиновую прокладку податчиком;
- среднеквадратическое значение вибрационного параметра в -октавной полосе, определенное при помощи вибропреобразователя 8 при поджиме матрицы через резиновую прокладку податчиком; - среднеарифметическое значение отношения при поджиме матрицы податчиком, полученное с доверительной вероятностью не менее 0,95 на доверительном интервале ±0,4.
- среднеарифметическое значение отношения при поджиме матрицы податчиком, полученное с доверительной вероятностью не менее 0,95 на доверительном интервале ±0,4.
Масса штока податчика должна быть от 0,4 до 0,6 кг.
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. N 1).