
4.1 Фляги следует изготовлять в соответствии с требованиями настоящего стандарта по техническим описаниям, рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
Фляги, поставляемые на экспорт, должны соответствовать условиям, предусмотренным контрактом заказчика.
4.2 Фляги типа ФА следует изготовлять из алюминия или алюминиевых сплавов:
корпус - из листа по ГОСТ 21631 или ленты по ГОСТ 13726 марок А7, А6, А5, А0, АД0, АД, АД1, АД0М, АДМ, АД1М;
крышка - из нагартованных листов по ГОСТ 21631 или ленты по ГОСТ 13726 марок А7Н, А6Н, А5Н, А0Н, АД0Н, АДН, АД1Н. Допускается изготовлять крышки из отожженного алюминия марки АД1М толщиной не менее 2,5 мм по ГОСТ 21631;
опорный обруч - из стального листа толщиной не менее 2 мм по ГОСТ 19903 или ГОСТ 19904. Допускается изготовлять опорный обруч из алюминиевых сплавов марок АД1, АД1М, АМц, АМг1, АД31 по ГОСТ 4784.
(Поправка).
4.3 Фляги типа ФЛ должны изготовляться:
корпус и крышка - из тонколистовой стали не ниже II группы по ГОСТ 9045, ГОСТ 16523, ГОСТ 5582, ГОСТ 1050, ГОСТ 380, сортамент по ГОСТ 19903 или ГОСТ 19904;
опорный обруч - из стального листа толщиной 3 мм по ГОСТ 19903 или ГОСТ 19904.
4.4 Ручки, верхний обруч и арматура фляг должны изготовляться из тонколистовой или полосовой стали не ниже II группы по ГОСТ 9045, ГОСТ 16523, ГОСТ 5582, ГОСТ 1050, ГОСТ 380, ГОСТ 6009, сортамент по ГОСТ 19903, ГОСТ 19904 или из алюминия и алюминиевых сплавов по ГОСТ 4784 и ГОСТ 1583.
Допускается изготовлять арматуру фляг из стальной проволоки по ГОСТ 3282.
4.5 Корпус и крышка фляг типа ФЛ должны быть внутри и снаружи покрыты оловом марки 01 по ГОСТ 860. Расчетное количество олова, нанесенное на 200 см луженой поверхности, должно быть 3,0-3,5 г, при этом слой полуды должен быть толщиной не менее 10 мкм.
луженой поверхности, должно быть 3,0-3,5 г, при этом слой полуды должен быть толщиной не менее 10 мкм.
4.6 Обручи, ручки и арматура фляг, изготовленные из углеродистой стали, должны быть покрыты оловом, цинком или кадмием. Толщина слоя покрытия должна быть не менее 9 мкм.
4.7 Оловянное, цинковое или кадмиевое покрытия должны быть плотными, равномерными по всей поверхности и должны иметь прочное сцепление со сталью.
4.8 Конструкция крышки фляги должна обеспечивать возможность замены уплотняющего кольца, но не допускать самопроизвольного его выпадения.
4.9 Уплотняющие кольца крышек изготовляют цельными или с вулканизационным швом из пищевой резины по ГОСТ 17133 или по другой нормативной документации.
4.10 Стальные опорные обручи изготовляют сваркой по ГОСТ 15878, а из алюминиевых сплавов - сваркой по ГОСТ 14806 или газовой сваркой. Опорные обручи из алюминиевых сплавов изготовляют из фасонного профиля в соответствии с приложением А. Допускается опорные обручи фасонного профиля изготовлять других размеров, не ухудшающих качественные и эксплуатационные показатели.
Опорные обручи должны иметь три-шесть отверстий для слива воды.
4.11 Опорные обручи из стали к флягам типа ФА крепят зиговкой, а из алюминиевых сплавов дополнительно приваривают по ГОСТ 14806; к флягам типа ФЛ - сваркой по ГОСТ 15878.
Опорные обручи из алюминиевых сплавов фасонного профиля (приложение А) крепят к корпусу фляги зиговкой без приварки.
4.12 Ручки и кронштейны фляг типа ФА крепятся к верхнему обручу сваркой по ГОСТ 15878 или по ГОСТ 14806, или выполняются одной деталью с обручем методом литья или прессовки. Допускается изготовлять фляги с шарнирным креплением ручек, а также с креплением клепкой или другими методами, не уменьшающими прочности крепления ручек.
(Поправка).
4.13 Ручки фляг типа ФЛ крепятся к конической части фляги сваркой по ГОСТ 15878.
4.14 Ручки фляг не должны выступать за пределы наружного диаметра фляг.
4.15 Опорные обручи и ручки должны выдерживать в течение 15 мин статическую нагрузку 1960 Н (200 кгс) - для фляг вместимостью 38 и 40 л и 1372 Н (140 кгс) - для фляг вместимостью 25 л.
4.16 Фляги должны иметь запорное устройство, конструкция которого должна обеспечивать возможность пломбирования.
4.17 Соединения горловины фляги с корпусом, а также корпуса, днища и опорного обруча фляг типа ФЛ приведены на рисунке 5.
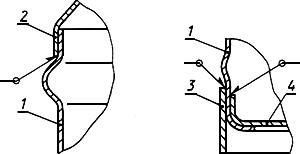
1 - корпус; 2 - горловина; 3 - опорный обруч; 4 - днище
Рисунок 5
4.18 Сварные швы должны соответствовать ГОСТ 5264 или ГОСТ 15878, быть плотными и ровными, не должны иметь пор, трещин и свищей.
4.19 Фляги должны быть герметичными. При выявлении негерметичности корпуса фляг типа ФЛ допускается частичная пайка непроваренных швов, но не более чем в трех местах общей длиной до 60 мм. Пайка должна производиться припоем марки ПОС-90 по ГОСТ 21931 или ГОСТ 21930, или другими припоями, по качеству не ниже указанных.
4.20 Фляги должны выдерживать одно сбрасывание на опорный обруч с высоты 60 см.
4.21 Фляги не должны иметь заусенцев и острых кромок.
4.22 Наружная и внутренняя поверхности стальных луженых фляг должны подвергаться консервации по ГОСТ 9.014. Срок действия консервации - 1 год, для фляг, предназначенных для экспорта, - 3 года.
4.23 На внутренней и наружной поверхностях фляг типа ФА допускаются:
- малозначительные следы от штампующего инструмента в виде продольных рисок, царапин;
- малозначительные следы от раскаточного инструмента на конусе и горловине, отпечатки от валков;
- непроцинкованные участки на поверхности оцинкованной арматуры - не более трех штук диаметром не более 3 мм;
- дефекты алюминиевого листа - по ГОСТ 21631, ленты - по ГОСТ 13726;
- малозначительные следы точечной сварки и цвета побежалости в местах соединения деталей.
4.24 На внутренней и наружной поверхностях фляг типа ФЛ допускаются:
- малозначительные следы от штампующего инструмента в виде продольных рисок, царапин, не разрушающие целостности покрытия;
- малозначительные следы от раскаточного инструмента на конусе и горловине, отпечатки от валков;
- крупинки олова диаметром не более 2 мм общей площадью не более 25 см;
- одна точка непролуды диаметром не более 1 мм;
- поверхностные включения не более пяти штук диаметром не более 2 мм.
4.25 Все материалы, применяемые для изготовления фляг, непосредственно контактирующие с пищевыми продуктами, должны быть разрешены к применению органами здравоохранения.
4.26 Внешний вид фляг не должен изменяться под воздействием молока и молочных продуктов в процессе эксплуатации.
4.27 Фляги не должны изменять органолептических свойств молока и молочных продуктов после контакта с ними при правильной эксплуатации и хранении.
4.28 Фляги не должны выделять в контактирующие с ними молоко и молочные продукты вещества в концентрациях, превышающих: свинца - 0,03 мг/дм , никеля - 0,1 мг/дм; хрома - 0,1 мг/дм, мышьяка - 0,05 мг/дм.
, никеля - 0,1 мг/дм; хрома - 0,1 мг/дм, мышьяка - 0,05 мг/дм.
4.29 Рисунки 1, 2, 4 и 5 не определяют конструкцию фляги.
4.30 Срок службы фляг типа ФА - не менее 5 лет, типа ФЛ - не менее 8 лет.