
3.1. От каждой отобранной упаковочной единицы отбирают одну единицу продукции.
Допускается у изготовителя отбирать единицы продукции в процессе комплектования партии.
3.2. Из отобранных единиц продукции отбирают пробы - по ГОСТ 25552 со следующим дополнением: отбирают точечную пробу для шпагата из лубяных волокон и армированного - 25 м, из химических нитей - 10 м.
3.3. Определение линейной плотности, параметров кручения и разрывной нагрузки шпагата по ГОСТ 25552 со следующим дополнением: при определении разрывной нагрузки шпагата из лубяных волокон и армированного на каждой точечной пробе делают пo пять разрывов. Общее количество испытаний должно быть не менее 50. Скорость движения подвижного зажима должна быть: 200 мм/мин - при расстоянии между зажимами 250 мм; 250 мм/мин - при расстоянии между зажимами 500 мм.
3.4. Определение влажности шпагата - по ГОСТ 6611.4 со следующим дополнением: для испытаний отбирают три точечные пробы.
3.5. Определение массовой доли экстрагируемых веществ полированного шпагата по ГОСТ 25617 с погрешностью взвешивания не более 0,005 г.
3.6. Определение количества пороков внешнего вида на 100 м длины шпагата.
3.6.1. Отбор проб
Для определения пороков внешнего вида от упаковочных единиц, отобранных по п.2.4, отбирают десять единиц продукции. От каждой единицы продукции отбирают пробу длиной 50 м.
3.6.2. Аппаратура
Пороки внешнего вида (узлы и местные утолщения) определяют на устройстве ПР-2 (см. чертеж), которое представляет собой приставку к мотовилу и состоит из механизма щупа, диска, служащего для создания давления щупа на контролируемый шпагат, электронно-импульсного счетчика, двух роликов, обеспечивающих конструктивно-заправочную линию движения контролируемого шпагата.
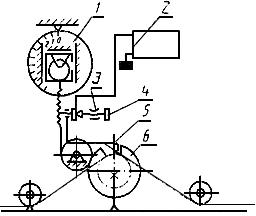
1 - диск;
2 - электронно-импульсный счетчик; 3 - гайка; 4 - винт-контакт; 5 - механизм щупа; 6 - контрольная канавка
3.6.3. Подготовка к испытанию
Предварительно проводят настройку устройства. Устройство подключают к электрическому блоку регистрации, включающему электронно-импульсный счетчик.
После включения устройства в электрическую сеть напряжением 220 В проводят установку контрольной канавки с помощью рабочего калибра, который подводят под щуп.
Винт-контакт вращением по часовой стрелке подводят к головке винта, расположенного на рычаге щупа. Момент их соприкасания фиксируется электронно-импульсным счетчиком, затем винт закрепляется контргайкой и поворотом диска устанавливается требуемое давление щупа, соответствующее нулевому делению шкалы, после чего устройство готово к работе.
Размер канавки подбирают равным двойному диаметру шпагата бытового назначения, а для технического шпагата по табл.4.
Таблица 4
Номинальная линейная плотность шпагата, ктекс |
Ориентировочный диаметр шпагата, мм |
Размер канавки, мм |
Шпагат из лубяных волокон |
||
2,8 |
2,0 |
3,3 |
8,35 (2,6х3) |
3,1 |
4,8 |
Шпагат полипропиленовый |
||
3,0 |
2,7 |
4,3 |
2,2 |
2,3 |
3,7 |
(Поправка).
3.6.4. Проведение испытаний
Бобину или моток шпагата устанавливают на специальный штырь, расположенный около мотовила. Конец шпагата заправляют через направляющие ролики в контрольную канавку устройства, затем на мотовило. Стрелку счетчика устанавливают на нулевое деление шкалы нажатием на кнопку "сброс", расположенную на счетчике. Вращая ручку мотовила, отматывают 50 м шпагата. То же проделывают с оставшимися единицами продукции.
В итоге счетчик покажет количество пороков, приходящихся на 500 м шпагата.
3.6.5. Обработка результатов
Количество пороков внешнего вида, приходящихся на 100 м длины шпагата, ( ) определяют по формуле
) определяют по формуле
 ,
,
где  - число пороков на 500 м длины шпагата.
- число пороков на 500 м длины шпагата.