
6.1 Трубы и фитинги должны соответствовать требованиям настоящего стандарта и изготавливаться по конструкторской и технологической документации, утвержденной в установленном порядке.
6.2 Характеристики
6.2.1 Композитный материал должен соответствовать характеристикам, указанным в таблице 3.
Таблица 3
Наименование показателя |
Значение |
Метод испытания |
1 Степень полимеризации, % не менее |
95 |
Приложение Д |
2 Коэффициент теплопроводности, Вт/(м·К) |
0,3-0,4 |
Приложение Е |
3 Удельная теплоёмкость, Дж/(кг·К) |
900-1300 |
|
4 Средний коэффициент линейного теплового расширения в диапазоне от 220 до 330 °К, °К |
(13-17)х10 |
|
5 Удельное объёмное электрическое сопротивление, Ом·см |
10 |
|
6 Плотность композитного материала, г/см |
1,75-1,88 |
|
7 Предел прочности на растяжение в осевом направлении, МПа |
190-300 |
|
8 Предел прочности на растяжение в окружном направлении, МПа |
345-460 |
|
9 Модуль упругости в осевом направлении, МПа |
15000-19000 |
|
10 Модуль упругости в окружном направлении, МПа |
27000-35000 |
|
11 Шероховатость внутренней стенки изделий, мк |
|
|
* Значение шероховатости - справочное. | ||
6.2.2 Характеристики труб и фитингов в диапазонах значений номинальных давлений, указанных в 5.1.3, и при всех возможных композициях сырья и материалов должны соответствовать указанным в таблице 4.
Таблица 4
Наименование показателя |
Значение |
Метод испытания |
1 Герметичность труб и муфт при внутреннем испытательном давлении (1,25 номинального давления) |
Без разрушения и нарушения герметичности |
10.3 |
2 Предельное внутреннее давление труб и фитингов |
Потеря герметичности и прочности |
10.3 |
6.2.5* Внутренний диаметр трубы должен иметь следующие предельные отклонения:
________________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
- в диапазоне диаметров от 20 до 65 мм |
+0,15 мм; |
- в диапазоне диаметров от 80 до 150 мм |
+0,20 мм; |
- в диапазоне диаметров от 175 до 300 мм |
+0,30 мм; |
- в диапазоне диаметров от 400 до 600 мм |
+0,35 мм. |
6.2.6 Длина труб должна иметь следующие предельные отклонения:
- в диапазоне длин от 1000 до 3000 мм |
+30 мм; |
- в диапазоне длин от 3000 до 13000 мм |
+50 мм. |
6.2.7 Угол отвода должен иметь следующие предельные отклонения от установленного в нормативном или техническом документе, утвержденном в установленном порядке, значения, в зависимости от уложенной длины отвода:
- уложенная длина от 20 до 50 мм |
+5°; |
- уложенная длина от 50 до 100 мм |
+3°; |
- уложенная длина более 100 мм |
+2°. |
6.2.8 Толщина стенки труб и фитингов должна иметь предельные отклонения от значений, установленных в нормативном или техническом документе, утвержденном в установленном порядке, указанные* в таблице 5.
________________
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 5
В миллиметрах
Толщина стенки |
Предельные отклонения |
|
Стенка трубы |
Стенка фитинга |
|
До 4 |
0,25-0,75 |
0,30-2,00 |
От 4 до 8 |
0,35-1,00 |
0,35-3,00 |
Более 8 |
0,35-1,50 |
0,35-5,50 |
6.3 Требования к внешнему виду
6.3.1 Внешний вид поверхностей труб, фитингов, а также резьбы должен соответствовать контрольному образцу-эталону, утвержденному в установленном порядке (приложение Ж).
6.3.2 Внутренняя поверхность изделий должна быть гладкой; на ней допускаются следы от формообразующей оправки высотой до 0,2 мм и отпечатки от слоев антиадгезивной пленки - до 0,05 мм.
6.3.3 На наружной поверхности допускаются риски, царапины, местные раковины в слое связующего глубиной до 0,5 мм.
6.3.4 На наружной поверхности допускаются волнистость, неровности и местные наплывы смолы высотой до 3 мм. При превышении высоты наплыва допускается местная зачистка. Места зачистки должны быть покрыты защитным слоем эпоксидного связующего с последующим отверждением его.
6.3.5 В стенке изделий не допускаются трещины, расслоения, посторонние включения, вздутия и дефекты, вызванные нарушениями технологического процесса их производства или механическими воздействиями. Конкретные значения показателей, определяющих геометрические и качественные характеристики возможных дефектов, и действия изготовителя при проведении контроля приведены в ГОСТ Р 53201 (Приложение А).
6.3.6 Концы труб и фитингов должны быть обрезаны на нужный размер под прямым углом к оси, зачищены от заусениц и не должны иметь расслоений по торцам.
6.3.7 На резьбе не допускаются отслоения и заусеницы.
6.3.8 Механически обработанные поверхности, включая резьбу, полученную механической обработкой, должны быть покрыты защитным слоем. Рекомендуемые виды защитного слоя - лаки на эпоксидной основе. Наплывы защитного слоя на поверхностях резьбы и уплотнительных поверхностях не допускаются.
6.4 Требования к сырью и материалам
6.4.1 Для изготовления изделий используют следующие виды сырья и материалов:
- термореактивные смолы;
- армирующие наполнители;
- отверждающие системы;
- клеевые составы.
6.4.2 В качестве термореактивной смолы, являющейся основой связующего, применяют:
- смолы эпоксидно-диановые по ГОСТ 10587;
- смолу эпоксидную (самозатухающую) по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.3 В качестве армирующих наполнителей применяют:
- ровинг базальтовый, по нормативному или техническому документу изготовителя ровинга;
- ровинг стеклянный из алюмоборосиликатного стекла (типа "Е") по ГОСТ 17139;
- нить стеклянную крученую комплексную из стекла типа "Е" по ГОСТ 8325.
По согласованию с потребителем допускается применение ровинга, нити и ткани из алюмомагнезиального стеклянного волокна (из стекла типа ВМ-1, ВМП).
Для фитингов в качестве армирующего наполнителя допускается применение тканей, лент и плетеных структур из стеклянных или базальтовых волокон, по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.4 В качестве отвердителей для эпоксидных смол применяют:
- изометилтетрагидрофталевый ангидрид (ИЗОМТГФА), по нормативному или техническому документу, утвержденному в установленном порядке;
- аминные отвердители холодного отверждения эпоксидных смол, по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.5 Рекомендуемый клеевой состав - компаунд на основе эпоксидной смолы типа ЭД-20, отвердителя М-4 и наполнителя типа Асил по нормативному или техническому документу, утвержденному в установленном порядке.
6.4.6 По согласованию между изготовителем и потребителем допускается применение других компонентов и материалов по качеству не ниже указанных в 6.4.2-6.4.4.
6.4.7 Рекомендуемый лак на эпоксидной основе - по ГОСТ 20824.
6.4.8 Массовое содержание связующего в композитном материале труб и фитингов, образованном из сырья и материалов по 6.4.2-6.4.4, должно находиться в пределах от 28% до 36%.
6.4.9 Значение плотности композитного материала для всех композиций связующего и армирующих наполнителей должно соответствовать показателю 6 таблицы 3.
6.5 Комплектность
6.5 Трубы и фитинги поставляют как отдельные изделия. По требованию потребителя трубы могут поставляться с установленными муфтами.
6.5.2* Фитинги, предназначенные для применения в соединениях с использованием муфт, поставляют в комплекте с резиновыми уплотнительными кольцами и муфтами. Фланцы могут поставляться буртами и накидными металлическими кольцами раздельно.
________________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
6.5.3 В комплект поставки на сооружение трубопровода должны входить трубы, фитинги, а также руководство изготовителя по монтажу и эксплуатации.
6.6 Маркировка
6.6.1 Маркировка изделий должна включать в себя товарный знак и наименование предприятия-изготовителя, условное обозначение и дату изготовления.
6.6.2 Маркировку наносят на наружную поверхность изделия в любом удобочитаемом месте, достаточном для размещения маркировки, способом, обеспечивающим ее несмываемость при любых внешних условиях. Допускается использование ярлыков и этикеток, защищенных слоем прозрачной смолы. Товарный знак рекомендуется наносить несмываемой краской штампом.
6.6.3 В случае необходимости нанесения на транспортной упаковке изделий манипуляционных знаков и информационных надписей их выполняют в соответствии с требованиями ГОСТ 14192.
6.7 Упаковка
6.7.1 Трубы укладывают на горизонтальные поверхности на деревянные бруски или ложементы, при укладке в штабели в несколько ярусов трубы укладывают с ограничительными стойками по ширине штабеля. Высота штабеля не должна превышать 2 м.
6.7.2 По согласованию с потребителем трубы упаковывают и поставляют в специальной транспортной кассете или в пакетах, как показано на рисунке 18. Во избежание повреждений между трубами используют деревянные бруски или ложементы.
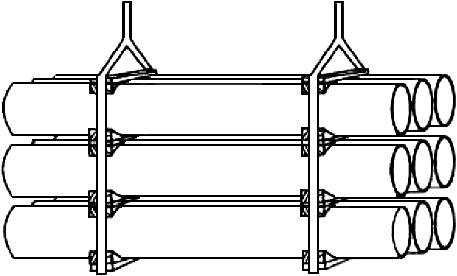
Рисунок 18 - Упаковка труб в пакет
6.7.3 Фитинги и детали соединений (уплотнения, стопоры) упаковывают в деревянную или другую тару (ящики), при этом они должны быть обернуты бумагой упаковочной и закреплены во избежание повреждений при транспортировании и хранении.
6.7.4 Допускается укладка труб и фитингов на поддоны, изготовленные по ГОСТ 9078. При несоответствии размеров изделий и размеров поддонов изделия укладывают на поддоны, изготовленные по нормативным или техническим документам, утвержденным в установленном порядке.
6.7.5 Работы по укладке изделий проводят на площадках, удаленных от мест проведения работ с открытым пламенем.
6.7.6 При укладке труб методом "труба в трубе" (телескопически) используют резиновые прокладки.
6.7.7 При проведении укладки и упаковки используют средства скрепления грузов по ГОСТ 21650 или другие средства по качеству не ниже указанных.


 -10
-10

 40*
40*