
ГОСТ 21931-76
Группа В51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИПОИ ОЛОВЯННО-СВИНЦОВЫЕ В ИЗДЕЛИЯХ
Технические условия
Tin-lead solders in the form of products. Specifications
ОКП 17 2300
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
В.А.Аршинников; З.Я.Каменецкая; А.И.Даутова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1449
Изменение N 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6 от 21.10.94)
За принятие проголосовали:
Наименование государства |
Наименование национального органа |
Азербайджанская Республика |
Азгосстандарт |
Республика Армения |
Армгосстандарт |
Республика Белоруссия |
Госстандарт Белоруссии |
Республика Грузия |
Грузстандарт |
Республика Казахстан |
Госстандарт Республики Казахстан |
Киргизская Республика |
Киргизстандарт |
Республика Молдова |
Молдовастандарт |
Российская Федерация |
Госстандарт России |
Республика Узбекистан |
Узгосстандарт |
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 1499-70, кроме чушек
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Обозначение НТД, на который дана ссылка |
Номер пункта |
2а.9 |
|
2а.3; 2а.4 |
|
2а.1; 2а.4 |
|
2а.6 |
|
2а.7 |
|
2а.11 |
|
2а.11 |
|
2а.8; 4.6 |
|
4.6 |
|
5.8; 5.10 |
|
5.10 |
|
5.10 |
|
5.10 |
|
5.8 |
|
5.5 |
|
1.8 |
|
4.7 |
|
5.8; 5.10 |
|
5.11 |
|
2а.7; 5.10 |
|
5.8 |
|
5.10 |
|
2.4 |
|
5.10 |
|
2.1; 2.5; 2.6; 5.13 |
|
ГОСТ 21931-76 |
1.8 |
5.10 |
|
2а.12 |
5. Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (февраль 1998 г.) с Изменениями N 1, 2, 3, утвержденными в декабре 1982 г., июне 1987 г., марте 1995 г. (ИУС 3-83, 9-87, 6-95)
Настоящий стандарт распространяется на оловянно-свинцовые припои в виде круглой проволоки, ленты, трехгранных, круглых и квадратных прутков, круглых трубок, заполненных флюсом, порошка, применяемых для лужения и пайки деталей.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл.1.
(Измененная редакция, Изм. N 1, 2, 3).
1.2. Диаметры круглых прутков, размеры сторон трехгранных и квадратных прутков и предельные отклонения по ним должны соответствовать указанным в табл.2.
(Измененная редакция, Изм. N 3).
Таблица 1
мм
Номинальный диаметр проволоки |
Предельное отклонение |
0,4 |
±0,05 |
0,5 |
±0,05 |
0,6 |
±0,06 |
0,8 |
±0,08 |
0,95 |
±0,08 |
1,0 |
±0,10 |
1,2 |
±0,10 |
1,5 |
±0,10 |
1,8 |
±0,10 |
2,0 |
±0,10 |
2,5 |
±0,12 |
3,0 |
±0,15 |
3,5 |
±0,17 |
4,0 |
±0,17 |
5,0 |
±0,17 |
6,0 |
±0,18 |
7,0 |
±0,20 |
Таблица 2
мм
Прутки круглые |
Прутки трехгранные |
Прутки квадратные |
|||
Номинальный диаметр |
Предельное отклонение |
Размер сторон |
Предельное отклонение |
Размер сторон |
Предельное отклонение |
8 |
±0,24 |
10 |
±0,30 |
5 |
±0,25 |
10 |
±0,30 |
12 |
±0,36 |
7 |
±0,35 |
12 |
±0,36 |
14 |
±0,42 |
9 |
±0,45 |
11 |
±0,55 |
||||
15 |
±0,45 |
16 |
±0,48 |
13 |
±0,55 |
40 |
±1,2 |
15 |
±0,55 |
||
1.3. Длина прутков должна быть (400±20) мм.
Разница по длине прутков в пачке должна быть не более 10 мм.
(Измененная редакция, Изм. N 2).
1.4. Размеры лент должны соответствовать указанным в табл.3, предельные отклонения размеров лент - в табл.4.
Таблица 3
мм
Номинальная толщина ленты |
Номинальная ширина ленты |
0,8 |
8-10 |
1,0 |
|
1,5 |
5-10; 15 |
2,0 |
|
2,5 |
|
3,0 |
|
4,0 |
|
5,0 |
Таблица 4
мм
Номинальная толщина ленты |
Предельное отклонение |
Номинальная ширина ленты |
Предельное отклонение |
0,8 |
±0,08 |
5,0 |
±0,5 |
1,0 |
±0,10 |
6,0 |
±0,6 |
1,5 |
±0,10 |
7,0 |
±0,7 |
2,0 |
±0,10 |
8,0 |
±0,8 |
2,5 |
±0,10 |
9,0 |
±0,9 |
3,0 |
±0,12 |
10,0 |
±1,0 |
4,0 |
±0,16 |
15,0 |
±1,0 |
5,0 |
±0,20 |
1.5. Диаметры трубок и предельные отклонения наружного диаметра должны соответствовать указанным в табл.5.
Таблица 5
мм
Номинальный наружный |
Предельное отклонение |
1,0 |
±0,05 |
1,5 |
±0,07 |
2,0 |
±0,07 |
2,5 |
±0,07 |
3,0 |
±0,09 |
3,5 |
±0,1 |
4,0 |
±0,12 |
5,0 |
±0,15 |
(Измененная редакция, Изм. N 1, 3).
1.6. По согласованию потребителя с изготовителем допускается изготовление изделий других форм и размеров.
1.7. Длина отрезка проволоки и трубки должна быть не менее 20 м, ленты - не менее 10 м.
(Измененная редакция, Изм. N 1).
1.8. Гранулометрический состав порошка припоя должен соответствовать указанному в табл.6.
Таблица 6
Номер сетки по ГОСТ 6613 |
Остаток порошка на сите, %, |
Прохождение порошка через сито, %, не менее |
008 |
0,5 |
- |
0071 |
- |
80 |
Условное обозначение припоев проставляют по схеме:
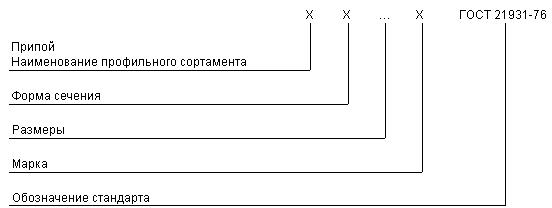
При следующих сокращениях:
наименования профильного сортамента:
проволока - Прв;
пруток - Пт;
лента - Л;
трубка - Т;
порошок - Пор;
формы сечения:
круглая - КР;
квадратная - KB;
трехгранная - ТРГ.
Вместо отсутствующего показателя ставят знак "X".
Примеры условного обозначения
Припой в виде проволоки круглого сечения диаметром 2 мм марки ПОССу 61-0,5:
Припой Прв КР2 ПОССу 61-0,5 ГОСТ 21931-76
То же, в виде прутка квадратного сечения со стороной квадрата 9 мм марки ПОССу 40-0,5:
Припой ПтКВ 9,0 ПОССу 40-0,5 ГОСТ 21931-76
То же, в виде прутка трехгранного сечения с размером сторон 14 мм марки ПОС 61:
Припой ПтТРГ 14 ПОС 61 ГОСТ 21931-76
То же, в виде ленты толщиной 0,8 мм, шириной 8 мм марки ПОС 40:
Припой Л 0,8x8 ПОС 40 ГОСТ 21931-76
То же, в виде трубки с наружным диаметром 5 мм с наполнителем канифолью марки ПОССу 25-2:
Припой Т 5 ПОССу 25-2 ГОСТ 21931-76
То же, в виде порошка марки ПОССу 30-2:
Припой Пор ПОССу 30-2 ГОСТ 21931-76
(Измененная редакция, Изм. N 1, 2, 3).