3.1. Феррозондовый метод контроля предусматривает следующие технологические операции:
подготовку изделия к контролю;
намагничивание контролируемого изделия;
сканирование и получение сигнала от дефекта;
разбраковку;
размагничивание.
(Измененная редакция, Изм. N 1).
3.2. Изделия, подаваемые на намагничивающие устройства, должны быть очищены от ферромагнитных частиц и других загрязнений.
3.3. В зависимости от магнитных свойств материала, размеров и формы контролируемого изделия применяют два способа контроля:
способ приложенного магнитного поля;
способ остаточной намагниченности.
3.3.1. Контроль способом приложенного поля заключается в намагничивании изделия и одновременной регистрации напряженности магнитных полей рассеяния дефектов преобразователем в присутствии намагничивающего поля.
3.3.2. Контроль способом остаточной намагниченности заключается в намагничивании изделия и регистрации напряженности магнитных полей рассеяния дефектов преобразователем после снятия намагничивающего поля.
3.4. Контроль способом приложенного магнитного поля следует применять для изделий из материалов с низкими значениями коэрцитивной силы (<1280 А/м) и остаточной индукции (<0,53 Т), если способ контроля не установлен в технической документации на контроль изделия, утвержденной в установленном порядке.
3.5. Контроль способом остаточной намагниченности следует применять для изделий из материалов с высокими значениями коэрцитивной силы ( 1280 А/м) и остаточной индукции (0,53 T).
1280 А/м) и остаточной индукции (0,53 T).
3.4, 3.5. (Измененная редакция, Изм. N 2).
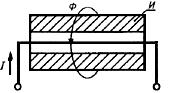
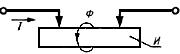
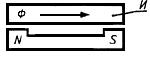
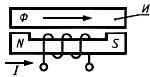
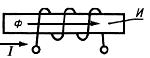
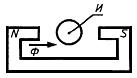
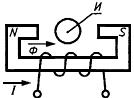
3.6. При феррозондовом методе контроля применяют три вида намагничивания: циркулярное, продольное (полюсное) и поперечное (полюсное). Основные виды и способы намагничивания и схемы их осуществления приведены в табл.2.
Таблица 2
Вид намагничивания |
Способ намагничивания |
Схема намагничивания |
Циркулярное |
Пропусканием тока по изделию |
|
Пропусканием тока по проводнику, помещаемому в отверстие изделия |
|
|
С помощью контактов, устанавливаемых на изделии |
|
|
Продольное (полюсное) |
Постоянным магнитом |
|
Электромагнитом |
|
|
Соленоидом |
|
|
Поперечное (полюсное) |
Постоянным магнитом |
|
Электромагнитом |
|
Примечание. Обозначения на чертежах означают:  - изделие;
- изделие;  - магнитный поток;
- магнитный поток;  - намагничивающий ток.
- намагничивающий ток.
(Измененная редакция, Изм. N 1).
3.7. При контроле способом остаточной намагниченности для намагничивания следует применять магнитные поля, создаваемые импульсным или выпрямленным током.
Примечание. Допускается применять магнитное поле, создаваемое переменным током, если при заданном режиме средства контроля обеспечивают требуемые уровень и стабильность остаточной намагниченности изделия.
3.8. Технологические режимы контроля устанавливают в зависимости от размеров дефектов и глубины их залегания, особенностей контролируемого изделия, задаваемого условного уровня чувствительности метода, условий контроля и используемой аппаратуры. Эти режимы должны быть предусмотрены в технической документации на контроль изделия, утвержденной в установленном порядке. Расчет напряженности магнитного поля для циркулярного намагничивания изделий простой формы приведен в справочном приложении 3.
3.7, 3.8. (Измененная редакция, Изм. N 2).
3.9. Сканирование осуществляют перемещением преобразователя по поверхности контролируемого изделия.
3.10. Контроль необходимо осуществлять при установленном режиме со стабилизацией рабочего зазора между поверхностью изделия и преобразователем. Величину рабочего зазора определяют в зависимости от требований контроля.
3.11. (Исключен, Изм. N 1).
3.12. При проведении неразрушающего контроля феррозондовые дефектоскопы и установки настраивают на стандартных образцах.
(Измененная редакция, Изм. N 2).
3.13. Разбраковка выполняется специальными устройствами или ее выполняют визуально по максимальному амплитудному значению сигнала от дефекта.
3.14. Годные изделия, прошедшие феррозондовый метод контроля, должны быть размагничены в случаях, если они имеют трущиеся поверхности, если их намагниченность вызывает погрешность в показаниях окружающих приборов или осложняет сборку узлов, куда они входят. Необходимость размагничивания должна быть оговорена в технической документации на контроль изделия.
Изделия, подвергаемые после контроля нагреву выше температуры Кюри, размагничиванию не подлежат.
3.15. Способы размагничивания и проверки степени размагничивания, а также допустимая норма остаточной намагниченности каждого изделия устанавливаются в технической документации на контроль изделия.
3.14, 3.15. (Измененная редакция, Изм. N 1).