5.1. При испытании на ударный изгиб определяют ударную вязкость или работу удара, или процентное соотношение хрупкой и вязкой составляющих поверхности излома для металла шва, наплавленного металла, зоны сплавления и различных участков околошовной зоны при толщине основного металла 2 мм и более.
Ударную вязкость определяют в Дж/см (кгс·м/см), если нет указаний в соответствующих стандартах или другой НТД.
(кгс·м/см), если нет указаний в соответствующих стандартах или другой НТД.
(Измененная редакция, Изм. N 2, 3).
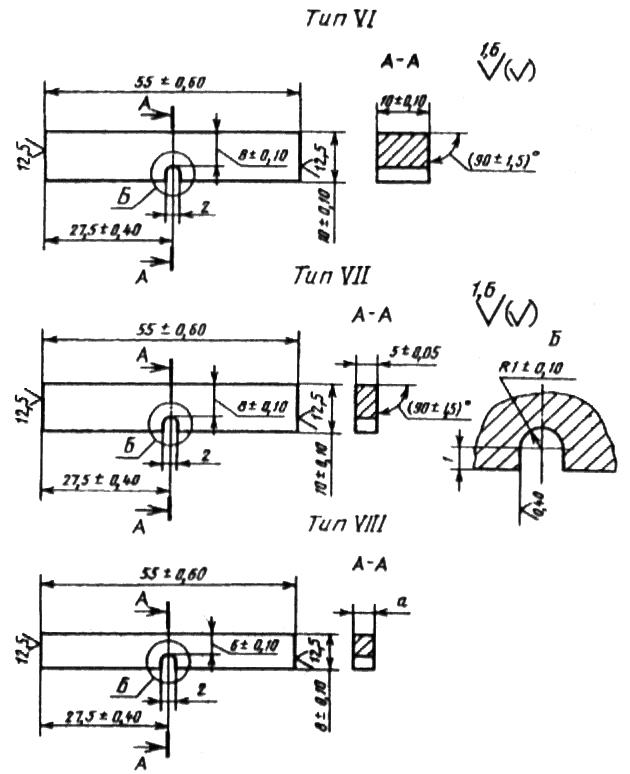
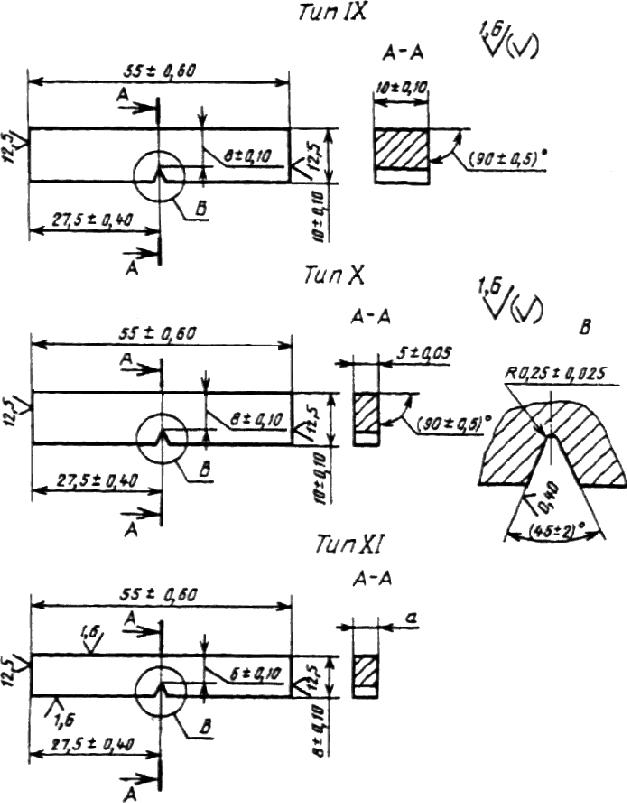
5.2. Для испытания применяют образцы, форма, размер и качество поверхности которых соответствуют указанным на черт.5 (образцы с U-образным надрезом) или черт.6 (образцы с V-образным надрезом). Предпочтительными являются образцы с V-образным надрезом.
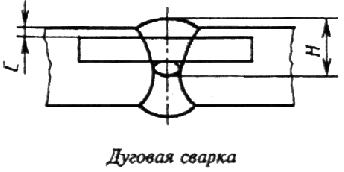
 - толщина основного металла, мм
- толщина основного металла, мм
Черт.5
По требованию, указанному в НТД, разрешается применять образцы типа VI (см. черт.5) с надрезом по черт.7 или 8.
5.3. Условное обозначение ударной вязкости или работы удара включает: символ ударной вязкости (КС) или работы удара (К); вид надреза (концентратора) (U, V); температуру испытания (температуру 20 °С не проставляют); максимальную энергию удара маятника (максимальную энергию 300 Дж не проставляют); тип образца (типы образцов VI и IX не проставляют); место расположения надреза (Ш - шов, ЗС - зона сплавления, ЗТВ - зона термического влияния,  - расстояние от границы сплавления до оси надреза). Значение оговаривают в стандартах или другой технической документации. При расположении надреза поперек металла шва, зоны сплавления или зоны термического влияния в конце обозначения ставят букву П.
- расстояние от границы сплавления до оси надреза). Значение оговаривают в стандартах или другой технической документации. При расположении надреза поперек металла шва, зоны сплавления или зоны термического влияния в конце обозначения ставят букву П.
Примеры условных обозначений:
1. Ударная вязкость, определяемая на образце типа VII, при температуре 100 °С, при максимальной энергии удара маятника 150 Дж, с надрезом вида U, расположенным по зоне сплавления:
КСU 150 УПЗС.
150 УПЗС.
2. Ударная вязкость, определяемая на образце типа XI, при температуре минус 40 °С, при максимальной энергии удара маятника 50 Дж, с надрезом вида V, расположенным по зоне термического влияния на расстоянии ( мм) от границы сплавления до оси надреза:
КСV 50 XI ЗТВ.
50 XI ЗТВ.
3. Ударная вязкость, определяемая на образце типа VI, при температуре 20 °С, при максимальной энергии удара маятника 300 Дж, с надрезом вида U, расположенным по металлу шва:
КСUШ.
- толщина основного металла, мм
Черт.6
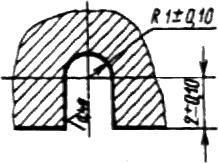
Черт.7
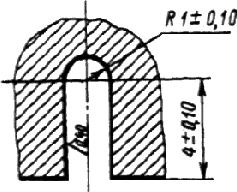
Черт.8
4. Ударная вязкость на образце типа IX, при температуре 20 °С, при максимальной энергии удара маятника 300 Дж, с надрезом вида V, расположенным поперек металла шва:
КСVШ П.
5.2, 5.3. (Измененная редакция, Изм. N 3).
5.4. Образцы различных типов дают несравнимые между собой результаты испытаний. Для отдельных случаев могут быть экспериментально установлены частные переводные коэффициенты.
5.5. При испытании на ударный изгиб должны применяться образцы с максимально возможной для данной толщины основного металла шириной. В соответствии с этим при толщине основного металла 11 мм и более применяют образцы типа VI или IX, при толщине основного металла 6-10 мм - образцы типа VII или X, при толщине металла 2-5 мм - образцы типа VIII или XI. Использование образцов типов VII и Х вместо образцов типов VI и IX и образцов типов VIII и XI вместо образцов типов VII и Х или VI и IX допускается только при сравнительных испытаниях, когда для одного из объектов сравнения применение тонкого образца обусловлено толщиной основного металла.
При вырезке образцов типов VI и IX из сварного соединения, выполненного из основного металла толщиной 11 мм, и образцов типов VII и X - из основного металла толщиной 6 мм, допускается наличие необработанного основного металла на двух поверхностях образца. Поверхность основного металла образцов типов VIII и XI не обрабатывают.
Выпуклость шва на всех образцах удаляют до уровня основного металла. При наличии в сварном соединении смещения кромок (см. черт.2) он удаляется механическим путем.
(Измененная редакция, Изм. N 2, 3).
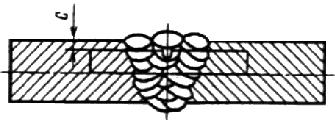
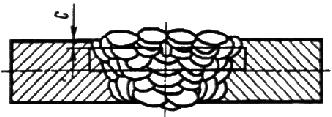
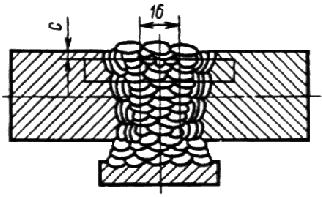
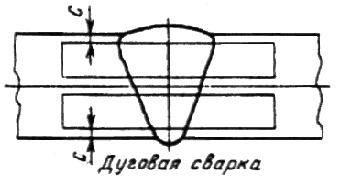
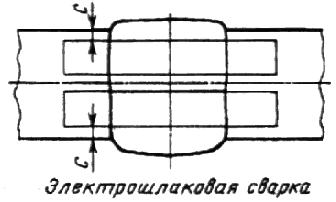
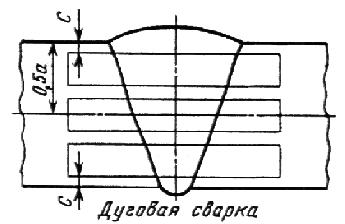
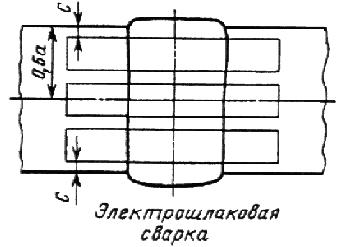
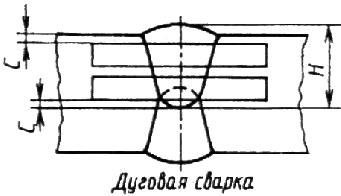
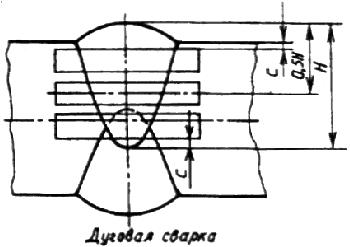
5.6. В зависимости от цели испытания надрез располагают по металлу шва (черт.9 и 10), по зоне сплавления (черт.11) и в различных участках металла околошовной зоны на расстоянии от границы сплавления (черт.12 и 13). Место расположения надреза и расстояние от границы сплавления до оси надреза оговаривают в НТД.
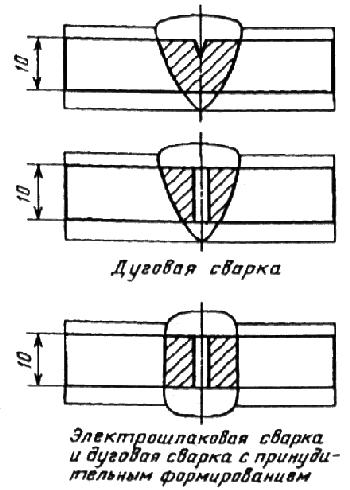
Черт.9
Черт.10
При испытании металла околошовной зоны при сварке давлением расстояние отсчитывают от оси шва.
(Измененная редакция, Изм. N 2, 3).
5.7. Разметку для нанесения надреза производят по макрошлифам, расположенным на гранях образца или заготовки для образцов. Расположение надреза должно соответствовать п.5.6. Все образцы вырезают поперек испытуемого участка сварного соединения. Ориентация надреза для образцов типов VI и IX должна соответствовать черт.9, 11 и 12, для образцов типов VII, VIII, Х и XI - черт.10 и 13. Ориентацию надреза для образцов типов VI и IX оговаривают в НТД. Вырезку образцов и заготовок для них ведут по табл.4 и 5.
Схему расположения образцов при испытании металла околошовной зоны для стыковых соединений и металла шва и околошовной зоны при испытании тавровых и нахлесточных соединений оговаривают в стандартах или другой технической документации.
Черт.11
Черт.12
Черт.13
Таблица 4
|
По- зи- ция |
Тип металла |
Тол- щина основного металла, мм |
Схема расположения образцов |
Указания по вырезке образцов |
|
1 |
Наплавленный металл. Ширина пластины, на которую производят наплавку, не менее 80 мм |
Не менее 12 |
|
|
|
2 |
Металл стыковых многопроходных швов |
Не менее 12 |
|
|
|
3 |
Металл стыковых многопроходных швов. Перед сваркой производят наплавку кромок не менее чем в три слоя. Для наплавки применяют испытуемые материалы |
Не менее 12 |
|
|
|
4 |
Металл стыковых многопроходных швов. Перед сваркой производят наплавку кромок и подкладки не менее чем в три слоя. Для наплавки применяют испытуемые материалы |
Не менее 20 |
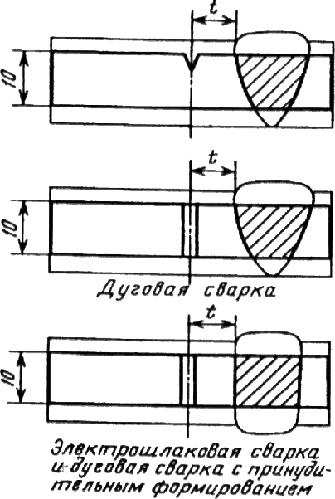
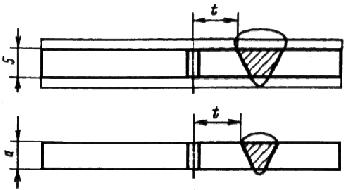
Зазор между стыкуемыми кромками
Сварка покрытыми электродами, в защитных газах и газовая сварка |
|
|
5 |
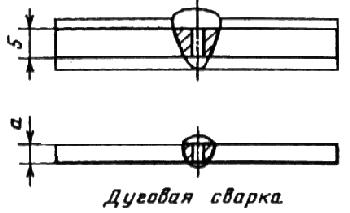
Металл стыковых швов всех типов |
От 2 до 17 |
|
- |
|
6 |
|
|||
|
7 |
|
|||
|
8 |
|
|||
|
9 |
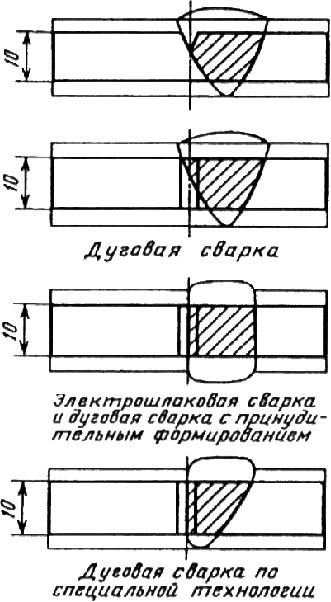
Металл односторонних, одно- и многопроходных стыковых швов |
От 18 до 40 |
|
|
|
10 |
|
|||
|
11 |
От 41 до 60 |
|
|
|
|
12 |
|
|
||
|
13 |
От 61 до 350 |
|
|
|
|
14 |
|
|
Таблица 5
|
По- зи- ция |
Тип металла |
Толщина основного металла, мм |
Схема расположения образцов |
Указания по вырезке образцов |
|
1 |
Металл двусторонних, одно- и многослойных стыковых швов |
От 18 до 40 |
|
|
|
2 |
От 41 до 60 |
|
|
|
|
3 |
От 61 до 350 |
|
|
Примечания к табл.4 и 5.
1. - толщина основного металла, мм;  - расстояние от поверхности металла до края образца (заготовки), мм.
- расстояние от поверхности металла до края образца (заготовки), мм.
2. При однослойных швах образцы, вырезаемые из различных участков, имеют практически одинаковую ударную вязкость. При многослойных швах ударная вязкость металла различных участков отличается друг от друга. Место вырезки образцов оговаривается стандартами или другой технической документацией. При отсутствии таких указаний образцы вырезают у поверхности шва.
3. Если в стандартах или другой технической документации нет специальных указаний, то при двусторонних швах образцы вырезают из шва, сваренного вторым. При двусторонних многослойных швах, выполняемых с переменным наложением проходов, образцы вырезают со стороны последнего из них.
4. Заготовки по позициям 1-4 табл.4 используют для проверки качества сварочных материалов.
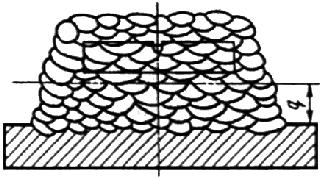
 - не менее пяти слоев. Образец должен располагаться выше пунктирной линии
- не менее пяти слоев. Образец должен располагаться выше пунктирной линии