
4.1. При испытании металла на статическое (кратковременное) растяжение определяют следующие характеристики механических свойств:
- предел текучести физический  , МПа (кгс/мм
, МПа (кгс/мм ) или предел текучести условный
) или предел текучести условный  , МПа (кгс/мм);
, МПа (кгс/мм);
- временное сопротивление  , МПа (кгс/мм);
, МПа (кгс/мм);
- относительное удлинение после разрыва (на пятикратных образцах)  , %;
, %;
- относительное сужение после разрыва,  , %.
, %.
Испытания проводят для металла шва, металла различных участков зоны термического влияния наплавленного металла при всех видах сварки плавление
м.
4.2. Форма и размеры образцов, применяемых для испытания, должны соответствовать черт.3 или 4 и табл.1.
Допускается увеличение размера диаметра образца и его высоты.
Тип I, II, III
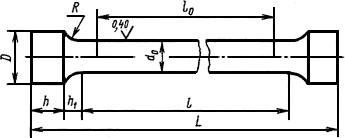
Черт.3
Тип IV, V
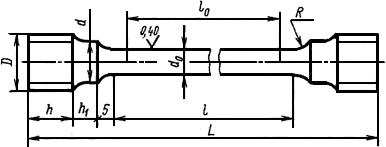
Черт.4
Таблица 1
Размеры в мм
|
Тип образца |
|
|
|
|
|
|
|
|
|
|
|
I |
3±0,1 |
- |
0,03 |
6 |
4 |
2 |
1 |
15 |
18 |
30 |
|
II |
6±0,1 |
- |
0,03 |
12 |
10 |
2,5 |
1,5 |
30 |
36 |
61 |
|
III |
10±0,2 |
- |
0,04 |
16 |
10 |
3 |
3 |
50 |
60 |
86 |
|
IV |
6±0,1 |
10 |
0,03 |
М12 |
15 |
5 |
5 |
30 |
36 |
86 |
|
V |
10±0,2 |
12 |
0,04 |
М16 |
15 |
5 |
5 |
50 |
60 |
110 |
Примечание.  - допускаемая разность наибольшего и наименьшего диаметров на длине рабочей части образца.
- допускаемая разность наибольшего и наименьшего диаметров на длине рабочей части образца.
(Измененная редакция, Изм. N 3).
4.3. Для испытаний, проводимых при нормальной или пониженной температуре, применяют образцы всех типов. При испытании при повышенной температуре применяют образцы типов IV и V.
4.4. Допускается применение пропорциональных коротких цилиндрических образцов другого диаметра или типа по ГОСТ 1497.
4.5. При испытании при повышенных температурах по требованию, оговоренному в стандарте или другой технической документации, допускается применение пропорциональных длинных цилиндрических образцов N 2 и 3 по ГОСТ 9651.
При наличии соответствующих приспособлений допускается применение образцов типов I, II и III для испытаний при повышенных температурах.
4.6. Рабочее сечение образцов всех типов должно полностью состоять из металла испытуемого участка. В головках образца допускается наличие металла других участков сварного соединения. На поверхности головки допускается наличие одной или двух (параллельных) лысок, а также наличие необработанной поверхности шва или основного металла.
Размеры головки в месте лыски должны быть: для образцов типов I, II и III - не менее  +2; для образцов типов IV и V - не менее
+2; для образцов типов IV и V - не менее  .
.
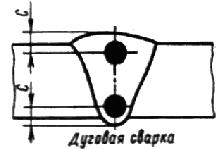
4.7. Разметку места вырезки образцов производят по макрошлифам, изготовленным на торцах заготовки в соответствии с данными табл.2 и 3. Все образцы располагают вдоль продольной оси испытываемого участка.
При испытании металла шва и наплавленного металла с сечением, превышающим сечение головки образца, разрешается производить разметку места вырезки образцов без травления заготовки по внешним очертаниям шва с соблюдением требований табл.2 и 3.
Схема расположения образцов при испытании других участков металла шва или металла околошовной зоны устанавливается стандартами или другой технической документацией.
Таблица 2
|
Пози- ция |
Тип металла |
Толщина основного металла, мм |
Схема расположения образцов |
Указания по вырезке образцов |
|
1 |
Наплавленный металл |
Не менее 12 |
|
|
|
2 |
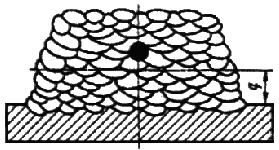
Наплавленный металл. Наплавку производят на ребро пластины толщиной 20 мм. Длина пластины - не менее 80 мм. Для удержания металла устанавливают медные планки А |
20 |
|
|
|
3 |
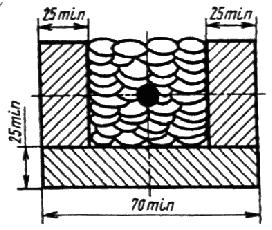
Наплавленный металл. Наплавку ведут в медной форме. Элементы формы могут охлаждаться водой |
|
Количество слоев - не менее шести. Образец располагают вдоль направления сварки |
|
|
4 |
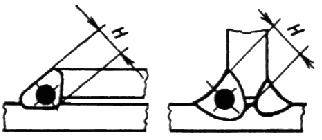
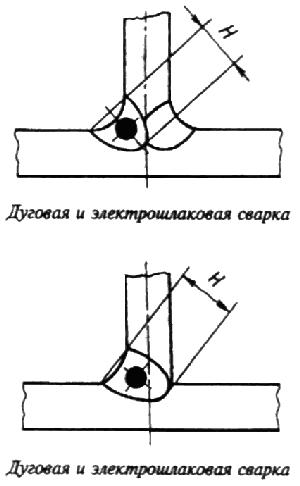
Металл одно- и многослойных угловых швов, сваренных без полного провара одного из элементов |
|
Толщина шва |
|
|
5 |
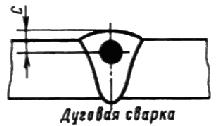
Металл стыкового многослойного шва |
Не менее 12 |
|
|
|
6 |
Металл стыкового многослойного шва. Перед сваркой кромки наплавляют не менее чем в три слоя с применением испытуемых материалов |
Не менее 12 |
|
В рабочее сечение образца не должен попадать металл, наплавленный на кромки пластин |
|
7 |
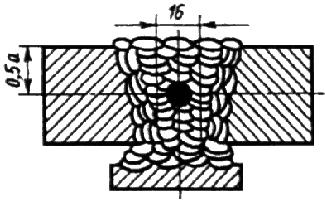
Металл стыкового многослойного шва с предварительной наплавкой кромок и подкладки не менее чем в три слоя. Для наплавки применяют испытуемые материалы. Ширина подкладки 30 мм |
Не менее 20 |
Зазор между стыкуемыми кромками 16 мм
|
В рабочее сечение образца не должен попадать металл, наплавленный на кромки пластин и на подкладку |
|
8 |
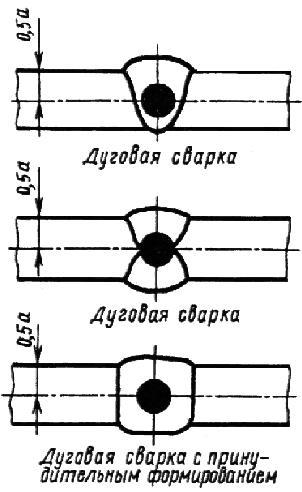
Металл стыковых односторонних и двусторонних симметричных и несимметричных одно- и многослойных швов |
От 5 до 15 |
|
|
|
9 |
Металл двусторонних и односторонних угловых швов с полным проваром стенки |
|
Толщина шва |
|
|
10 |
Металл односторонних и многослойных стыковых швов |
От 16 до 35 |
|
|
|
11 |
|
|
||
|
12 |
От 36 до 60 |
|
|
|
|
13 |
|
|
||
|
14 |
От 61 до 350 |
|
|
|
|
15 |
|
|
Таблица 3
|
Пози- ция |
Тип металла |
Толщина второго шва, |
Схема расположения образцов |
Указания по вырезке образцов |
|
1 |
Металл двусторонних, одно- и многослойных стыковых швов |
От 16 до 35 |
|
|
|
2 |
От 36 до 60 |
|
|
|
|
3 |
От 61 до 150 |
|
|
Примечания к табл.2 и 3:
1.  - толщина металла в мм;
- толщина металла в мм;  - диаметр головки образца в мм;
- диаметр головки образца в мм;  - расстояние от поверхности шва до оси образца в мм.
- расстояние от поверхности шва до оси образца в мм.
2. При однопроходных швах образцы, вырезаемые из различных участков шва, имеют практически одинаковые механические свойства. При многопроходных швах характеристики механических свойств в различных участках шва различны. Место вырезки образцов из многопроходных швов оговаривается стандартами или другой технической документацией. При отсутствии специальных указаний образцы вырезают у поверхности шва.
3. Для сварных соединений, выполняемых из круглого проката, схему отбора образцов сохраняют той же.
4. Заготовки по позициям 1-3; 5-7 табл.2 предназначаются для проверки качества сварочных материалов.
5. Если в стандартах или другой технической документации нет других указаний, то при двусторонней сварке образцы для испытаний вырезают из шва, выполненного вторым.
4.6, 4.7. (Измененная редакция, Изм. N 3).






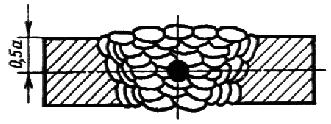
 - не менее пяти слоев. Образец должен располагаться выше штрихпунктирной линии
- не менее пяти слоев. Образец должен располагаться выше штрихпунктирной линии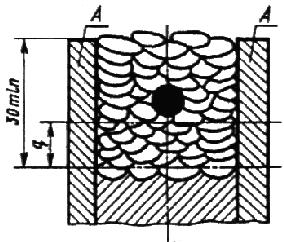
 - не менее 6 мм
- не менее 6 мм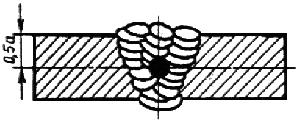
 мм
мм
 мм
мм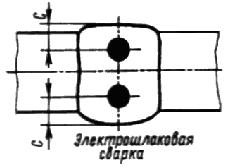
 мм
мм
 мм
мм
 мм
мм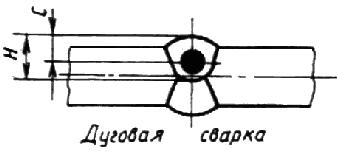
 мм
мм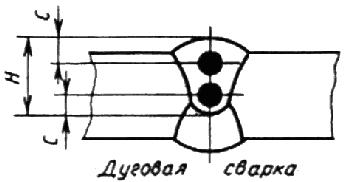
 мм
мм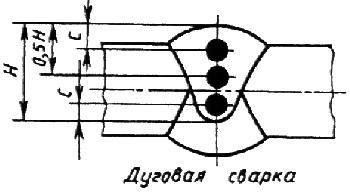
 мм
мм