
2.1. При радиографическом контроле следует использовать маркировочные знаки, изготовленные из материала, обеспечивающего получение их четких изображений на радиографических снимках.
Следует использовать маркировочные знаки размеров, установленных ГОСТ 15843.
2.2. При радиографическом контроле следует использовать радиографические пленки, соответствующие требованиям технических условий на них.
Тип радиографической пленки должен устанавливаться технической документацией на контроль или приемку сварных соединений.
2.3. При радиографическом контроле следует использовать источники излучения, предусмотренные ГОСТ 20426.
Тип радиоактивного источника, напряжение на рентгеновской трубке и энергия ускоренных электронов должны устанавливаться в зависимости от толщины просвечиваемого материала технической документацией на контроль или приемку сварных соединений.
2.4. В качестве усиливающих экранов при радиографическом контроле должны использоваться металлические и флуоресцирующие экраны.
Тип усиливающего экрана должен устанавливаться технической документацией на контроль или приемку сварных соединений.
Толщина металлических усиливающих экранов и способы зарядки пленки в кассеты с использованием экранов приведены в приложении 1.
2.5. Экраны должны иметь чистую гладкую поверхность. Наличие на экранах складок, царапин, трещин, надрывов и прочих дефектов не допускается.
2.6. Кассеты для зарядки пленки должны быть светонепроницаемыми и обеспечивать плотный прижим усиливающих экранов к пленке.
2.7. Для защиты пленки от рассеянного излучения рекомендуется экранировать кассету с пленкой со стороны, противоположной источнику излучения, свинцовыми экранами.
Толщина защитных экранов приведена в приложении 2.
2.8. Для определения чувствительности контроля следует применять проволочные, канавочные или пластинчатые эталоны чувствительности.
2.9. Эталоны чувствительности следует изготовлять из металла или сплава, основа которого по химическому составу аналогична основе контролируемого сварного соединения.
2.10. Форма и размеры проволочных эталонов чувствительности приведены на черт.1 и в табл.2. Длина проволок в эталонах - (20±0,5) мм. Предельные отклонения для диаметров проволок:
|
до 0,2 мм |
±0,01 мм |
|
св. 0,2 " 1,6 мм |
±0,03 мм |
" 1,6 " 4,0 мм |
±0,04 мм. |
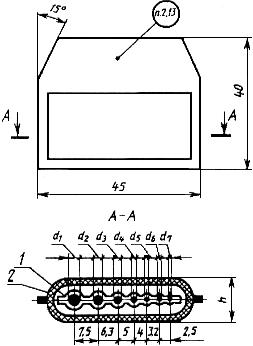
1 - вкладыш; 2 - чехол
Черт.1
Таблица 2
мм
Номер эталона |
|
|
|
|
|
|
|
|
1 |
0,2 |
0,16 |
0,125 |
0,10 |
0,08 |
0,063 |
0,05 |
1,2 |
2 |
0,4 |
0,32 |
0,25 |
0,20 |
0,16 |
0,125 |
0,10 |
1,4 |
3 |
1,25 |
1,00 |
0,80 |
0,63 |
0,50 |
0,40 |
0,32 |
2,2 |
4 |
4,0 |
3,20 |
2,50 |
2,00 |
1,60 |
1,25 |
1,00 |
5,0 |
Предельные отклонения других размеров - ±0,5 мм.
Вкладыш и чехол для проволочных эталонов следует изготовлять из гибкого прозрачного пластика.
(Измененная редакция, Изм. N 1).
2.11. Форма и размеры канавочных эталонов чувствительности приведены на черт.2 и в табл.3.
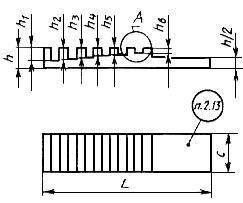
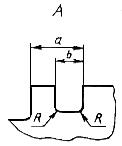
Черт.2
Таблица 3
мм
Но- |
Глубина канавок |
Пред. откл. глубины канавок |
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
|||
1 |
0,60 |
0,5 |
0,40 |
0,3 |
0,20 |
0,10 |
-0,05 |
0,1 |
2,5 |
±0,30; ±0,150 |
0,5 |
+0,2; +0,1 |
10 |
-0,360 |
2 |
-0,100 |
30 |
-0,52 |
2 |
1,75 |
1,5 |
1,25 |
1,0 |
0,75 |
0,50 |
-0,10 |
0,2 |
4,0 |
±0,40 |
1,5 |
+0,3 |
12 |
-0,430 |
4 |
-0,120 |
45 |
-0,62 |
3 |
- |
- |
3,00 |
2,5 |
2,00 |
1,50 |
-0,25 |
0,3 |
6,0 |
±0,40 |
3,0 |
+0,3 |
14 |
-0,430 |
6 |
-0,120 |
60 |
-0,74 |
4,00 |
3,5 |
- |
- |
- |
- |
-0,30 |
||||||||||||
2.12. Форма и размеры пластинчатых эталонов чувствительности приведены на черт.3 и в табл.4.
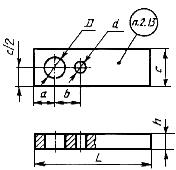
Черт.3
Таблица 4
мм
Номер эталона |
|
|
|
|
|
|
|
|||||||
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
Но- мин. |
Пред. откл. |
|
1 |
0,1 |
-0,01 |
0,2 |
+0,01 |
0,1 |
+0,01 |
5 |
±0,15 |
5 |
±0,15 |
10 |
-0,36 |
25 |
-0,52 |
2 |
0,2 |
-0,025 |
0,4 |
+0,025 |
0,2 |
+0,025 |
||||||||
3 |
0,3 |
0,6 |
0,3 |
|||||||||||
4 |
0,4 |
0,8 |
0,4 |
|||||||||||
5 |
0,5 |
1,0 |
0,5 |
|||||||||||
6 |
0,60 |
-0,06 |
1,2 |
+0,06 |
0,60 |
±0,06 |
6 |
7 |
±0,18 |
12 |
-0,43 |
35 |
-0,62 |
|
7 |
0,75 |
1,5 |
0,75 |
|||||||||||
8 |
1,00 |
2,0 |
1,00 |
|||||||||||
9 |
1,25 |
2,5 |
1,25 |
|||||||||||
10 |
1,5 |
-0,1 |
3,0 |
+0,10 |
1,5 |
+0,1 |
7 |
±0,18 |
9 |
14 |
45 |
|||
11 |
2,0 |
4,0 |
+0,12 |
2,0 |
||||||||||
12 |
2,5 |
5,0 |
+0,12 |
2,5 |
||||||||||
2.13. Маркировку эталонов чувствительности следует проводить свинцовыми цифрами по ГОСТ 15843 в соответствии с приложением 3. Первая цифра маркировки должна обозначать материал эталона, следующие (одна или две цифры) - номер эталона.
Условные обозначения материала эталона чувствительности: для сплавов на основе железа - 1, алюминия и магния - 2, титана - 3, меди - 4, никеля - 5.
2.14. Для маркировки канавочных эталонов допускается применять вырезы и отверстия или только отверстия, указанные в приложении 3. В этом случае толщина эталона в месте маркировки должна быть равна  .
.
При маркировке эталонов отверстиями длина эталона N 1 составляет 27 мм, N 2 - 38,5
мм, N 2 - 38,5 мм, N 3 - 53
мм, N 3 - 53 мм.
мм.
2.15. Для сварных изделий, предназначенных для экспорта, допускается использование других типов эталонов чувствительности, если это предусмотрено условиями экспорта.







 , не более
, не более 










