
4.1. Оценка результатов контроля
4.1.1. Оценку качества сварных соединений по данным ультразвукового контроля следует проводить в соответствии с нормативно-технической документацией на изделие, утвержденной в установленном порядке.
4.1.2. Основными измеряемыми характеристиками выявленного дефекта являются:
1) эквивалентная площадь дефекта  или амплитуда
или амплитуда  эхо-сигнала от дефекта с учетом измеренного расстояния до него;
эхо-сигнала от дефекта с учетом измеренного расстояния до него;
2) координаты дефекта в сварном соединении;
3) условные размеры дефекта;
4) условное расстояние между дефектами;
5) количество дефектов на определенной длине соединения.
Измеряемые характеристики, используемые для оценки качества конкретных соединений, должны указываться в технической документации на контроль, утвержденной в установленном порядке.
4.1.3. Эквивалентную площадь дефекта следует определять по амплитуде эхо-сигнала путем сравнения ее с амплитудой эхо-сигнала от отражателя в образце или путем использования расчетных диаграмм при условии сходимости их с экспериментальными данными не менее 20%.
4.1.4. Условными размерами выявленного дефекта являются (черт.25):
1) условная протяженность  ;
;
2) условная ширина  ;
;
3) условная высота  .
.
Условную протяженность в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого вдоль шва, ориентированного перпендикулярно к оси шва.
Условную ширину в миллиметрах измеряют по длине зоны между крайними положениями преобразователя, перемещаемого в плоскости падения луча.
Условную высоту в миллиметрах или микросекундах измеряют как разность значений глубины расположения дефекта в крайних положениях преобразователя, перемещаемого в плоскости падения луча.
4.1.5. При измерении условных размеров , , за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала от выявляемого дефекта или составляет 0,5 от максимального значения, или уменьшается до уровня, соответствующего заданному значению чувствительности.
Допускается за крайние положения принимать такие, при которых амплитуда эхо-сигнала от выявляемого дефекта составляет заданную часть от 0,8 до 0,2 от максимального значения. Принятые значения уровней должны быть указаны при оформлении результатов контроля.
Условную ширину и условную высоту дефекта измеряют в сечении соединения, где эхо-сигнал от дефекта имеет наибольшую амплитуду, при одних и тех же крайних положениях преобразователя.
4.1.6. Условное расстояние  (см. черт.25) между дефектами измеряют расстояние между крайними положениями преобразователя, при которых была определена условная протяженность двух рядом расположенных дефектов.
(см. черт.25) между дефектами измеряют расстояние между крайними положениями преобразователя, при которых была определена условная протяженность двух рядом расположенных дефектов.
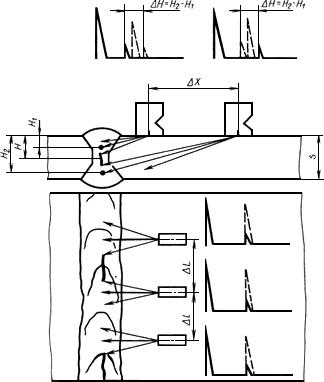
Черт.25
4.1.7. Дополнительной характеристикой выявленного дефекта являются его конфигурация и ориентация.
Для оценки ориентации и конфигурации выявленного дефекта используют:
1) сравнение условных размеров и выявленного дефекта с расчетными или измеренными значениями условных размеров  и
и  ненаправленного отражателя, расположенного на той же глубине, что и выявленный дефект.
ненаправленного отражателя, расположенного на той же глубине, что и выявленный дефект.
При измерении условных размеров ,  и , за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала составляет заданную часть от 0,8 до 0,2 от максимального значения, оговариваемую в технической документации на контроль, утвержденной в установленном порядке;
и , за крайние положения преобразователя принимают такие, при которых амплитуда эхо-сигнала составляет заданную часть от 0,8 до 0,2 от максимального значения, оговариваемую в технической документации на контроль, утвержденной в установленном порядке;
2) сравнение амплитуды эхо-сигнала  , отраженного от выявленного дефекта обратно к ближнему от шва преобразователю, с амплитудой эхо-сигнала
, отраженного от выявленного дефекта обратно к ближнему от шва преобразователю, с амплитудой эхо-сигнала  , претерпевшего зеркальное отражение от внутренней поверхности соединения и принимаемого двумя преобразователями (см. черт.12);
, претерпевшего зеркальное отражение от внутренней поверхности соединения и принимаемого двумя преобразователями (см. черт.12);
3) сравнение отношения условных размеров выявленного дефекта  с отношением условных размеров цилиндрического отражателя
с отношением условных размеров цилиндрического отражателя  ;
;
4) сравнение вторых центральных моментов условных размеров выявленного дефекта и цилиндрического отражателя, расположенного на той же глубине, что и выявленный дефект;
5) амплитудно-временные параметры сигналов волн, диафрагированных на дефекте;
6) спектр сигналов, отраженных от дефекта;
7) определение координат отражающих точек поверхности дефекта;
8) сравнение амплитуд принятых сигналов от дефекта и от ненаправленного отражателя при озвучивании дефекта под разными углами.
Необходимость, возможность и методика оценки конфигурации и ориентации выявленного дефекта для соединений каждого типа и размеров должны оговариваться в технической документации на контроль, утвержденной в установленном порядке.
4.2. Оформление результатов контроля
4.2.1. Результаты контроля должны быть записаны в журнале или заключении, или на схеме сварного соединения, или в другом документе, где должны быть указаны:
тип контролируемого соединения, индексы, присвоенные данному изделию и сварному соединению, и длина проконтролированного участка;
техническая документация, в соответствии с которой выполнялся контроль;
тип дефектоскопа;
непроконтролированные или неполностью проконтролированные участки сварных соединений, подлежащие ультразвуковому контролю;
результаты контроля;
дата контроля;
фамилия дефектоскописта.
Дополнительные сведения, подлежащие записи, а также порядок оформления и хранения журнала (заключений) должны быть оговорены в технической документации на контроль, утвержденной в установленном порядке.
4.2.2. Классификацию стыковых сварных соединений по результатам ультразвукового контроля производят по приложению 8.
Необходимость классификации оговаривается в технической документации на контроль, утвержденной в установленном порядке.
4.2.3. При сокращенном описании результатов контроля следует каждый дефект или группу дефектов указывать отдельно и обозначать:
буквой, определяющей качественно оценку допустимости дефекта по эквивалентной площади (амплитуде эхо-сигнала) и условной протяженности (А, или Д, или Б, или ДБ);
буквой, определяющей качественно условную протяженность дефекта, если она измерена в соответствии с п.4.7, перечисление 1 (Г или Е);
буквой, определяющей конфигурацию дефекта, если она установлена;
цифрой, определяющей эквивалентную площадь выявленного дефекта, мм , если она измерялась;
, если она измерялась;
цифрой, определяющей наибольшую глубину залегания дефекта, мм;
цифрой, определяющей условную протяженность дефекта, мм;
цифрой, определяющей условную ширину дефекта, мм;
цифрой, определяющей условную высоту дефекта, мм или мкс.
4.2.4. Для сокращенной записи должны применяться следующие обозначения:
А - дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений;
Д - дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение;
Б - дефект, условная протяженность которого превышает допустимое значение;
Г - дефекты, условная протяженность которых  ;
;
Е - дефекты, условная протяженность которых  ;
;
В - группа дефектов, отстоящих друг от друга на расстояниях  ;
;
Т - дефекты, которые обнаруживаются при расположении преобразователя под углом к оси шва и не обнаруживаются при расположении преобразователя перпендикулярно к оси шва.
Условную протяженность для дефектов типов Г и Т не указывают.
В сокращенной записи числовые значения отделяют друг от друга и от буквенных обозначений дефисом.
Необходимость сокращенной записи, применяемые обозначения и порядок их записи оговариваются технической документацией на контроль, утвержденной в установленном порядке.