
ПРИЛОЖЕНИЕ 6
Предельную чувствительность  в квадратных миллиметрах дефектоскопа с наклонным преобразователем (или эквивалентную площадь
в квадратных миллиметрах дефектоскопа с наклонным преобразователем (или эквивалентную площадь  выявленного дефекта) определяют по стандартному образцу предприятия с цилиндрическим отверстием или по стандартному образцу СО-2А или СО-2 в соответствии с выражением
выявленного дефекта) определяют по стандартному образцу предприятия с цилиндрическим отверстием или по стандартному образцу СО-2А или СО-2 в соответствии с выражением
 ,
,
где  - показание аттенюатора, соответствующее ослаблению эхо-сигнала от бокового цилиндрического отверстия в стандартном образце предприятия или в стандартном образце СО-2А, или СО-2 до уровня, при котором оценивают предельную чувствительность, дБ;
- показание аттенюатора, соответствующее ослаблению эхо-сигнала от бокового цилиндрического отверстия в стандартном образце предприятия или в стандартном образце СО-2А, или СО-2 до уровня, при котором оценивают предельную чувствительность, дБ; - показание аттенюатора, при котором оценивают предельную чувствительность дефектоскопа
- показание аттенюатора, при котором оценивают предельную чувствительность дефектоскопа  или при котором амплитуда эхо-сигнала от исследуемого дефекта достигает уровня, при котором оценивают предельную чувствительность, дБ;
или при котором амплитуда эхо-сигнала от исследуемого дефекта достигает уровня, при котором оценивают предельную чувствительность, дБ; - разность между коэффициентами прозрачности границы призмы преобразователя - металл контролируемого соединения и коэффициентом прозрачности границы призмы преобразователя - металл стандартного образца предприятия или стандартного образца СО-2А (или СО-2), дБ (
- разность между коэффициентами прозрачности границы призмы преобразователя - металл контролируемого соединения и коэффициентом прозрачности границы призмы преобразователя - металл стандартного образца предприятия или стандартного образца СО-2А (или СО-2), дБ ( 0).
0).
При эталонировании чувствительности по стандартному образцу предприятия, имеющему форму и чистоту поверхности такую же, как и контролируемое соединение,  =0;
=0;
 - радиус цилиндрического отверстия, мм;
- радиус цилиндрического отверстия, мм; - скорость поперечной волны в материале образца и контролируемого соединения, м/с;
- скорость поперечной волны в материале образца и контролируемого соединения, м/с; - частота ультразвука, МГц;
- частота ультразвука, МГц; - средний путь ультразвука в призме преобразователя, мм;
- средний путь ультразвука в призме преобразователя, мм; - скорость продольной волны в материале призмы, м/с;
- скорость продольной волны в материале призмы, м/с; и
и  - угол ввода ультразвукового луча в металл и угол призмы преобразователя соответственно, град;
- угол ввода ультразвукового луча в металл и угол призмы преобразователя соответственно, град; - глубина, для которой оценивается предельная чувствительность или на которой расположен выявляемый дефект, мм;
- глубина, для которой оценивается предельная чувствительность или на которой расположен выявляемый дефект, мм; - глубина расположения цилиндрического отверстия в образце, мм;
- глубина расположения цилиндрического отверстия в образце, мм; - коэффициент затухания поперечной волны в металле контролируемого соединения и образца, мм
- коэффициент затухания поперечной волны в металле контролируемого соединения и образца, мм .
.
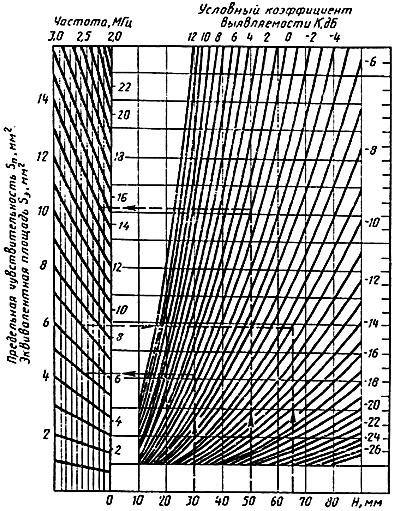
Для упрощения определения предельной чувствительности и эквивалентной площади рекомендуется рассчитать и построить диаграмму (SKH-диаграмму), связывающую предельную чувствительность  (эквивалентную площадь
(эквивалентную площадь  ), условный коэффициент
), условный коэффициент  выявляемости дефекта (
выявляемости дефекта ( ) и глубину , для которой оценивается (настраивается) предельная чувствительность или на которой расположен выявленный дефект.
) и глубину , для которой оценивается (настраивается) предельная чувствительность или на которой расположен выявленный дефект.
Сходимость расчетных и экспериментальных значений при =(50±5)° не хуже 20%.
Пример построения SKH-диаграммы и определения предельной чувствительности и эквивалентной площади
ПРИМЕРЫ
Контроль швов стыковых сварных соединений листов толщиной 50 мм из малоуглеродистой стали выполняют при помощи наклонного преобразователя с известными параметрами:  ,
,  ,
,  . Частота ультразвуковых колебаний, возбуждаемых преобразователем, лежит в пределах 26,5 МГц ±10%. Коэффициент затухания =0,001 мм.
. Частота ультразвуковых колебаний, возбуждаемых преобразователем, лежит в пределах 26,5 МГц ±10%. Коэффициент затухания =0,001 мм.
При измерении по стандартному образцу СО-2 установлено, что =50°. SKH-диаграмма, рассчитанная для изложенных условий и  =3 мм, =44 мм по формуле, приведенной выше, показана на чертеже.
=3 мм, =44 мм по формуле, приведенной выше, показана на чертеже.
Пример 1.
Измерением установлено, что =2,5 МГц. Эталонирование осуществляется по стандартному образцу предприятия с цилиндрическим отверстием диаметром 6 мм, расположенным на глубине =44 мм; форма и чистота поверхности образца соответствует форме и чистоте поверхности контролируемого соединения.
Показание аттенюатора, соответствующее максимальному ослаблению, при котором еще звуковым индикатором регистрируется эхо-сигнал от цилиндрического отверстия в образце, составляет  =38 дБ.
=38 дБ.
Требуется определить предельную чувствительность при данной настройке дефектоскопа ( =38 дБ) и поиске дефектов на глубине =30 мм.
=38 дБ) и поиске дефектов на глубине =30 мм.
Искомое значение предельной чувствительности на SKH-диаграмме соответствует точке пересечения ординаты =30 мм с линией  и составляет
и составляет  5 мм
5 мм .
.
Требуется настроить дефектоскоп на предельную чувствительность =7 ммдля глубины расположения искомых дефектов =65 мм, =38 дБ.
Заданным значениям и по SKH-диаграмме соответствует  дБ.
дБ.
Тогда  =-9+38=29 дБ.
=-9+38=29 дБ.
Пример 2.
Измерением установлено, что =2,2 МГц. Настройка осуществляется по стандартному образцу СО-2 (=44 мм). Путем сопоставления амплитуд эхо-сигналов от одинаковых цилиндрических отверстий в листах контролируемого соединения и в стандартном образце СО-2 установлено, что  =-6 дБ.
=-6 дБ.
Показание аттенюатора, соответствующее максимальному ослаблению, при котором еще звуковым индикатором фиксируется эхо-сигнал от цилиндрического отверстия в СО-2, составляет =43 дБ.
Требуется определить эквивалентную площадь выявленного дефекта. В соответствии с измерениями глубина расположения дефекта =50 мм, а показание аттенюатора, при котором еще фиксируется эхо-сигнал от дефекта,  =37 дБ.
=37 дБ.
Искомое значение эквивалентной площади выявленного дефекта на SKH-диаграмме соответствует точке пересечения ординаты =50 мм с линией  =37-(43-6)=0 дБ и составляет
=37-(43-6)=0 дБ и составляет  14 мм.
14 мм.