
ГОСТ 22353-77
Группа Г31
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ ВЫСОКОПРОЧНЫЕ КЛАССА ТОЧНОСТИ В
Конструкция и размеры
High-strength bolts of product grade В.
Construction and dimensions
МКС 21.060.10
ОКП 12 8200
Дата введения 1979-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 7 февраля 1977 г. N 309 дата введения установлена 01.01.79
Ограничение срока действия снято Постановлением Госстандарта от 28.07.92 N 791
ИЗДАНИЕ с Изменением N 1, утвержденным в ноябре 1984 г. (ИУС 2-85)
1. Стандарт распространяется на болты с шестигранной головкой класса точности В, предназначенные для стальных строительных конструкций (в том числе мостовых), а также для металлических конструкций, применяемых в тяжелом машиностроении.
2. Конструкция и размеры болтов должны соответствовать указанным на чертеже и в табл.1 и 2.
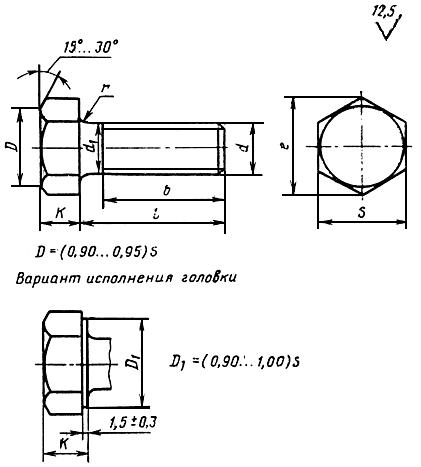
Таблица 1
мм
Номинальный диаметр резьбы |
16 |
(18) |
20 |
(22) |
24 |
(27) |
30 |
36 |
42 |
48 |
|
Шаг резьбы |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
||||
Диаметр резьбы |
16 |
18 |
20 |
22 |
24 |
27 |
30 |
36 |
42 |
48 |
|
Размер под ключ |
27 |
30 |
32 |
36 |
41 |
46 |
55 |
65 |
75 |
||
Высота головки |
12,0 |
13,0 |
14,0 |
15,0 |
17,0 |
19,0 |
23,0 |
26,0 |
30,0 |
||
Диаметр описанной окружности |
29,9 |
33,3 |
35,0 |
39,6 |
45,2 |
50,9 |
60,8 |
72,1 |
83,4 |
||
Радиус под головкой |
От 1,5 до 2,0 |
От 2,0 до 2,5 |
От 3,0 до 4,0 |
От 4,0 до 5,0 |
|||||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Таблица 2
мм
Номинальная длина стержня, |
Длина резьбы |
|||||||||
16 |
(18) |
20 |
(22) |
24 |
(27) |
30 |
36 |
42 |
48 |
|
40 |
х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
45 |
38 |
х |
- |
|||||||
50 |
38 |
42 |
х |
|||||||
55 |
38 |
42 |
46 |
х |
||||||
60 |
38 |
42 |
46 |
50 |
х |
|||||
65 |
38 |
42 |
46 |
50 |
54 |
|||||
70 |
38 |
42 |
46 |
50 |
54 |
60 |
||||
75 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
|||
80 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
|||
85 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
|||
90 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
||
(95) |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
||
100 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
||
(105) |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
|
110 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
|
(115) |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
|
(120) |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
102 |
(125) |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
102 |
130 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
102 |
140 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
102 |
150 |
38 |
42 |
46 |
50 |
54 |
60 |
66 |
78 |
90 |
102 |
160; 170; 180; 190; 200; 220; 240; 260; 280; 300 |
44 |
48 |
52 |
56 |
60 |
66 |
72 |
84 |
96 |
108 |
Примечания:
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Знаком х отмечены болты с резьбой по всей длине стержня.
Пример условного обозначения болта диаметром резьбы  мм, полем допуска 6g, длиной
мм, полем допуска 6g, длиной  мм, с наименьшим временным сопротивлением
мм, с наименьшим временным сопротивлением  МПа (110 кгс/мм
МПа (110 кгс/мм ), климатического исполнения У, категории размещения 1:
), климатического исполнения У, категории размещения 1:
Болт М20-6gX100.110 ГОСТ 22353-77
То же, климатического исполнения ХЛ, категории размещения, 1:
Болт М20-6gX100.110 ХЛ1 ГОСТ 22353-77
1, 2. (Измененная редакция, Изм. N 1).
3. (Исключен, Изм. N 1).
4. Допускается по соглашению между изготовителем и потребителем изготовлять болты с уменьшенной длиной резьбы.
5. Резьба - по ГОСТ 24705-2004.
6. Размеры сбегов резьбы, недорезов и фасок на конце резьбы - по ГОСТ 10549-80.
При выполнении резьбы методом накатки допускается концевую фаску не выполнять.
4-6. (Измененная редакция, Изм. N 1).
7. Способ нанесения резьбы выбирается предприятием-изготовителем. По соглашению между изготовителем и потребителем резьба может наноситься только нарезкой.
8. Вариант исполнения головки устанавливает предприятие-изготовитель.
8а. Допуски, не указанные на чертеже и в таблицах, а также методы контроля размеров и отклонений формы и расположения поверхностей - по ГОСТ 1759.1-82.
8б. Дефекты поверхности болтов и методы контроля - по ГОСТ 1759.2-82.
8а, 8б. (Введены дополнительно, Изм. N 1).
9. Технические требования - по ГОСТ 22356-77.
10. Теоретическая масса болтов приведена в приложении.




 , не менее
, не менее

 при номинальном диаметре резьбы
при номинальном диаметре резьбы